3 APRESENTAÇÃO DA MÁQUINA
3.1 Generalidades
As instalações semiautomáticas da série NEOMIG para a soldadura
MIG/MAG de fio contínuo garantem elevados desempenhos e
qualidade na soldadura com fios cheios e fluxados.
A série NEOMIG caracteriza-se pela presença do suporte de arras-
tamento no interior da carroçaria, tendo assim consentido de pro-
duzir geradores “compactos” fáceis de transportar e de dimensões
reduzidas.
Os geradores NEOMIG podem satisfazer todas as exigências de sol-
dadura.
A característica estática do gerador é a tensão constante com
regulação por estágio da tensão de soldadura; as diferentes saídas
da indutância seleccionáveis consentem ao operador de definir a
dinâmica óptima do gerador para a soldadura.
Estão disponíveis duas diferentes versões:
Versão STANDARD:
a velocidade de alimentação do fio é regulável directamente do
painel frontal por meio do potenciómetro.
Versão XP:
estes geradores para a soldadura apresentam uma inovadora
modalidade de funcionamento "SINERGIA".
A habilitação da sinergia com a definição do tipo de material a sal-
dar e do diâmetro do fio utilizado consente uma predisposição
automática da velocidade do fio, simplificando de facto as opera-
ções de regulação em soldadura do sistema.
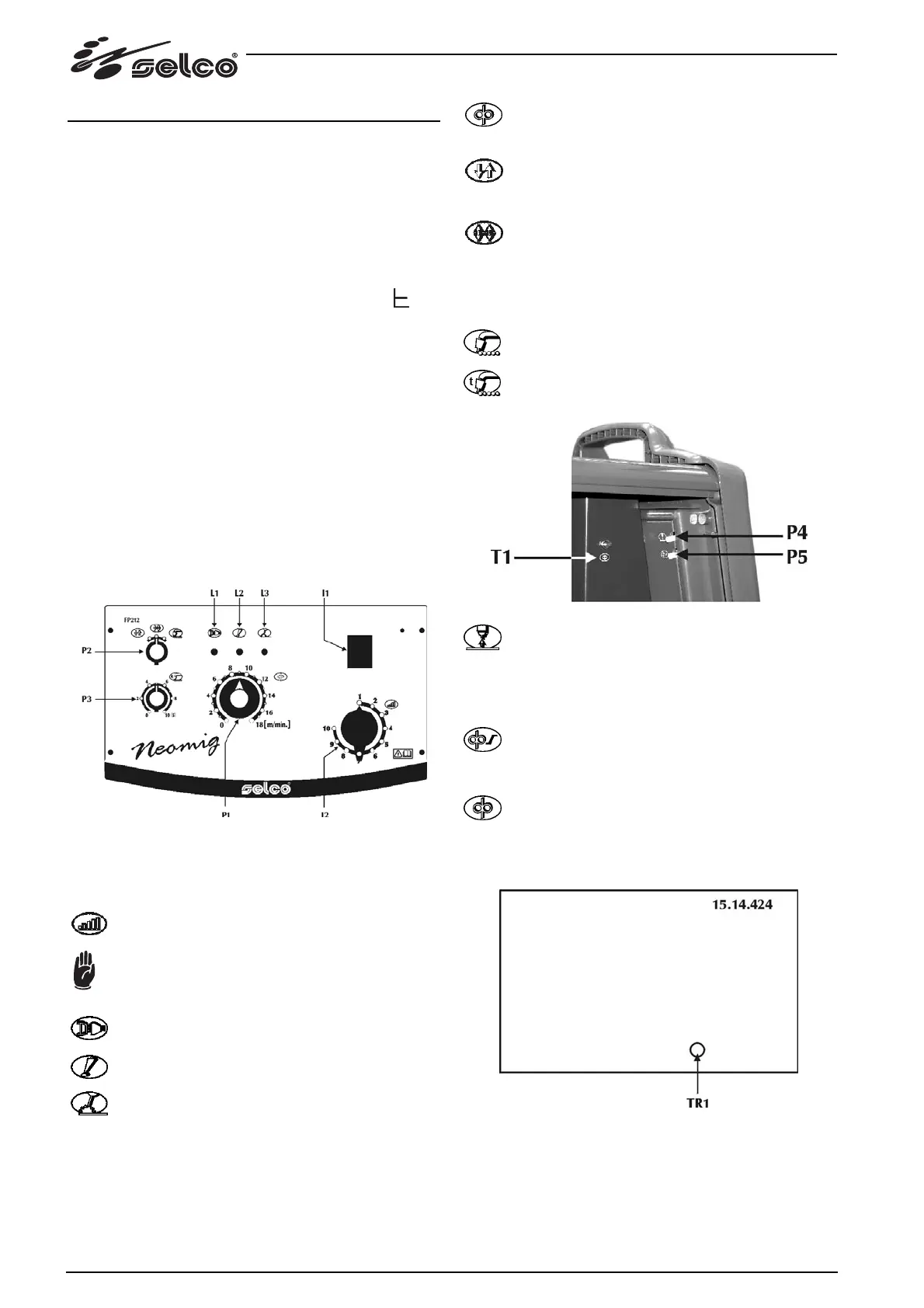
3.2 Painel comandos frontal STANDARD
Fig.3 NEOMIG STANDARD
Interruptor I1: interruptor principal para ligação (pos. 0 =
gerador desligado).
Comutador l2: comutador para a regulação fina de
7/10 posições.
Nunca tocar no comutador, enquanto se está a sol-
dar!
L1: ilumina-se assim que o gerador é alimentado.
L2: indica a eventual activação dos dispositivos de pro-
tecção, tais como, a protecção térmica.
L3: ilumina-se quando é presente tensão de saída na
máquina de soldar.
P1: potenciómetro de regulação da velocidade do fio.
Mínimo 0 m/min, Máximo 18 m/min
P2: modalidade de soldagem.
2 Tempos: em dois tempos, a pressão do botão faz fluir
o gás, activa a tensão no fio, fazendo-o avançar; quan-
do se solta o botão, o gás, a tensão e o avanço do fio
são interrompidos.
4 Tempos: em quatro tempos, quando se aperta o botão
pela primeira vez, faz-se fluir o gás, efectuando-se uma
pré-vazão manual do gás; quando se solta o botão, acti-
va-se a tensão no fio e o seu avanço. A sucessiva pressão
do botão, bloqueia o fio e faz iniciar o processo final que
conduz à corrente a zero; soltando-se definitivamente o
botão, interrompe-se o fluxo do gás.
Soldagem por pontos: consente a execução de solda-
gens temporizadas.
P3: tempo de soldagem por pontos.
Permite a regulação do tempo de soldagem.
Mínimo 0s, Máximo 10s
P4: burn back.
Consente a regulação do tempo de queimadura do fio
impedindo a colagem no fim da soldadura.
Consente de regular o comprimento do pedaço de fio externo
à tocha.
Mínimo 0s, Máximo 0.5s, Default 100ms
P5: rampa motor.
Consente de definir uma passagem gradual entre a
velocidade do fio de inflamação e a de soldadura.
Mínimo 0s, Máximo 2s, Default 250ms
T1: avanço do fio.
Permite o avanço manual do fio sem fluxo de gás e sem
que o fio esteja em tracção.
Consente a introdução do fio na bainha da tocha durante as
fases de preparação da soldagem.
TR1: Pós-vazão do gás.
Consente de definir e regular o fluxo de gás no fim da soldadura.
Mínimo 0s, Máximo 10s, Default 0s
68