118
90 Reset XE (Easy-modus)
0 Spar og gå ut: for å spare endringene og gå ut fra innstil-
lingsmodus.
1 Reset: for å tilbakestille alle standard parametrene.
5 Motorens ramp: muliggjør innstilling av en gradert overgang
mellom trådens aktiveringshastighet og sveisehastigehten.
Minimumsverdi fra, Maks. 2.0sek., Standardverdi 250ms
18 Burn back: muliggjør regulering av trådens brennetid for å
forhindre at den sitter fast ved sveiseprosedyrens slutt.
Muliggjør reguleringen av trådendens lengde utenfor svei-
sebrenenren.
Minimumsverdi fra, Maks. 2.0sek., Standardverdi 80ms
25 Punktesveising: muliggjør aktivering av "punktesveising" og
beregning av sveisetiden.
Minimumsverdi 500ms, Maks. 99.9sek., Standardverdi fra
26 Pausepunkte: muliggjør aktiveringen av prosessen "pause-
punkte" og beregning av pausetiden mellom en sveisingssy-
klus og en annen.
Minimumsverdi 500ms, Maks. 99.9sek., Standardverdi fra
91 Reset XA (Advanced-modus)
0 Spar og gå ut: for å spare endringene og gå ut fra innstil-
lingsmodus.
1 Reset: for å tilbakestille alle standard parametrene.
3 Pre gass: for stille inn og regulere gassflødet før buen blir
aktivert.
Muliggjør ladning av gass i sveisebrenneren og forbereder
miljøn for sveisingsprosedyren.
Minimumsverdi fra, Maks. 99.9sek., Standardverdi 10ms
4 Soft start: for å regulere trådens matehastighet i fasene føre
aktiveringen.
Angis i % av innstilt trådhastighet
For en aktivering med redusert hastighet og mykere opp-
start med mindre sprøyt.
Minimumsverdi 10%, Maks. 100%, Standardverdi 50%
5 Motorens ramp: muliggjør innstilling av en gradert overgang
mellom trådens aktiveringshastighet og sveisehastigehten.
Minimumsverdi fra, Maks. 1.0sek., Standardverdi 250ms
18 Burn back: muliggjør regulering av trådens brennetid for å
forhindre at den sitter fast ved sveiseprosedyrens slutt.
Muliggjør reguleringen av trådendens lengde utenfor svei-
sebrenenren.
Minimumsverdi fra, Maks. 2.0sek., Standardverdi 80ms
20 Post gass: muliggjør innstilling og regulering av gassflødet
ved sveiseprosedyrens slutt.
Minimumsverdi fra, Maks. 99.9sek., Standardverdi 20sek.
25 Punktesveising: muliggjør aktivering av "punktesveising" og
beregning av sveisetiden.
Minimumsverdi 500ms, Maks. 99.9sek., Standardverdi fra
26 Pausepunkte: muliggjør aktiveringen av prosessen "pause-
punkte" og beregning av pausetiden mellom en sveisingssy-
klus og en annen.
Minimumsverdi 500ms, Maks. 99.9sek., Standardverdi fra
92 Reset XP (Professional-modus)
0 Spar og gå ut: for å spare endringene og gå ut fra innstil-
lingsmodus.
1 Reset: for å tilbakestille alle standard parametrene.
3 Pre gass: for stille inn og regulere gassflødet før buen blir aktivert.
Muliggjør ladning av gass i sveisebrenneren og forbereder
miljøn for sveisingsprosedyren.
Minimumsverdi fra, Maks. 99.9sek., Standardverdi 10ms
4 Soft start: for å regulere trådens matehastighet i fasene føre
aktiveringen.
Angis i % av innstilt trådhastighet
For en aktivering med redusert hastighet og mykere opp-
start med mindre sprøyt.
Minimumsverdi 10%, Maks. 100%, Standardverdi 50%
5 Motorens ramp: muliggjør innstilling av en gradert overgang
mellom trådens aktiveringshastighet og sveisehastigehten.
Minimumsverdi fra, Maks. 1.0sek., Standardverdi 250ms
18 Burn back: muliggjør regulering av trådens brennetid for å
forhindre at den sitter fast ved sveiseprosedyrens slutt.
Muliggjør reguleringen av trådendens lengde utenfor svei-
sebrenenren.
Minimumsverdi fra, Maks. 2.0sek., Standardverdi 80ms
20 Post gass: muliggjør innstilling og regulering av gassflødet
ved sveiseprosedyrens slutt.
Minimumsverdi fra, Maks. 99.9sek., Standardverdi 20sek.
25 Punktesveising: muliggjør aktivering av "punktesveising" og
beregning av sveisetiden.
Minimumsverdi 500ms, Maks. 99.9sek., Standardverdi fra
26 Pausepunkte: muliggjør aktiveringen av prosessen "pause-
punkte" og beregning av pausetiden mellom en sveisingssy-
klus og en annen.
Minimumsverdi 500ms, Maks. 99.9sek., Standardverdi fra
3.3.2 Alarmkoder
01/02 Altfor høy temperatur
05 Kortslutning i sekundærlinjen.
08 Blokkert motor i trådtrekkeren.
11 Maskinens konfigurasjon er ikke gyldig.
14 Sveisingsprosedyren er ikke mulig med innstilt stilling.
20 Kommunikasjonsfeil.
21 Maskinen er ikke kalibrert eller datatap.
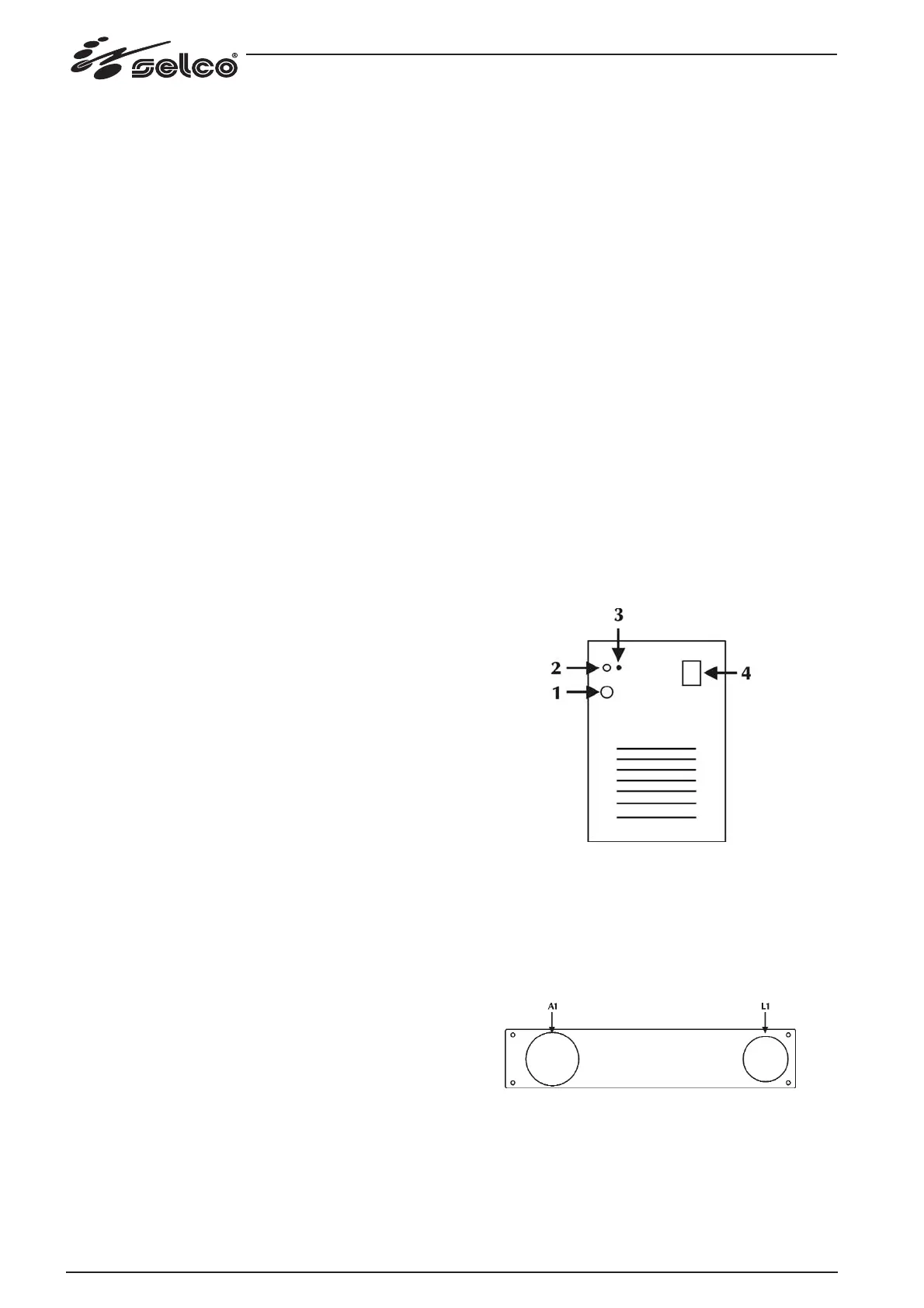
3.4 Bakpanel
Fig.5
1 : strømforsyningskabel
2 : gassfeste
3 : sikring 6x32 1A 250V
4: dataskilt
3.5 Støpselpanel
Fig.6
A1: sveisebrennerens feste. For kopling av MIG-brenner.
L1: negativ strømuttak.