12
7 CENNI TEORICI SULLA SALDATURA A FILO
CONTINUO
7.1 Introduzione
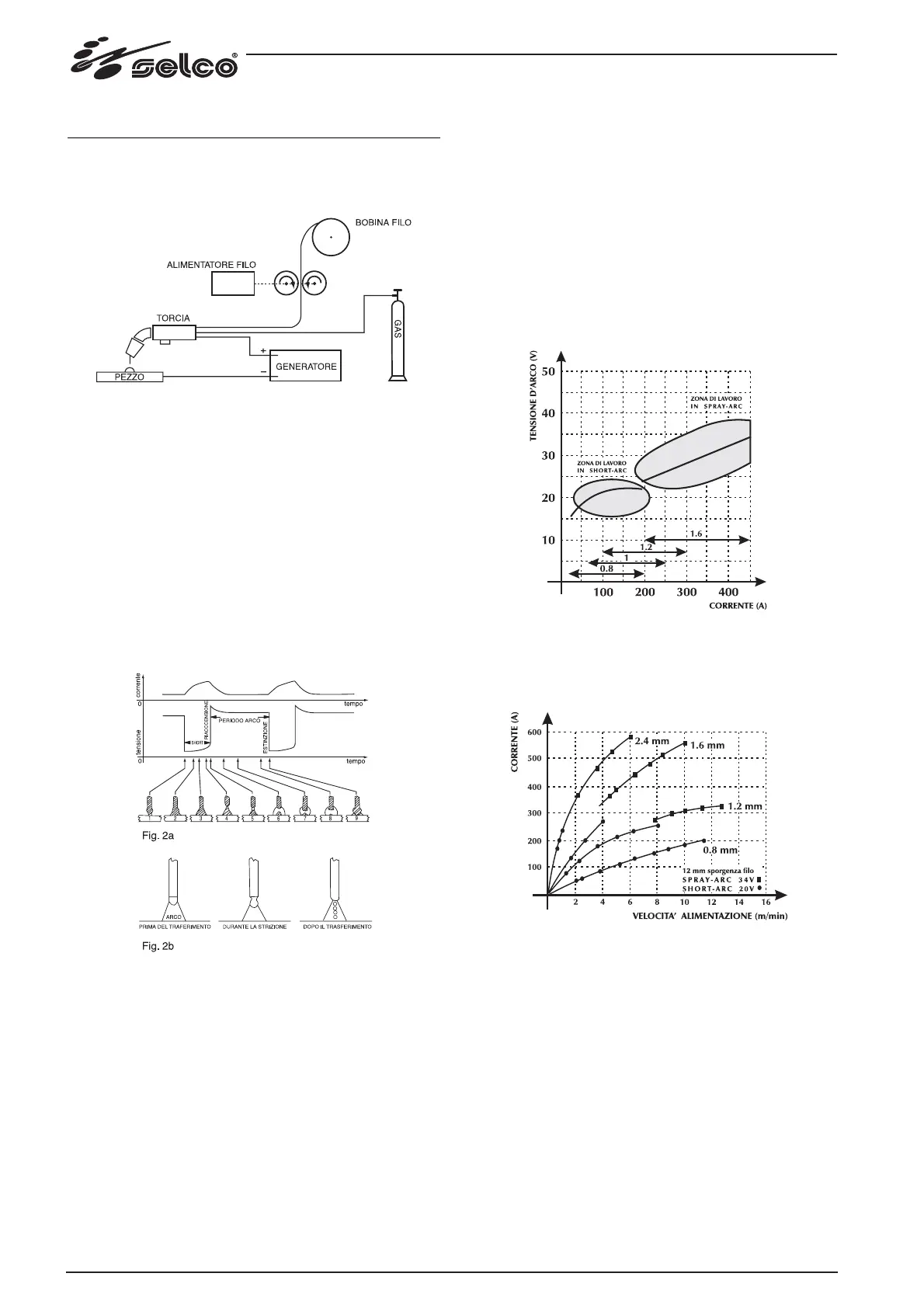
Un sistema MIG è formato da un generatore in corrente continua,
un alimentatore e una bobina di filo, una torcia e gas (Fig.7).
Fig.7 Impianto di saldatura manuale
La corrente viene trasferita all’arco attraverso l’elettrodo fusibile
( filo posto a polarità positiva); in questo procedimento il metal-
lo fuso è trasferito sul pezzo da saldare attraverso l’ arco. L’ ali-
mentazione del filo è resa necessaria per reintegrare il filo d’ap-
porto fuso durante la saldatura.
7.1.1 Metodi di procedimento
Nella saldatura sotto protezione di gas, le modalità secondo cui
le gocce si staccano dall’elettrodo definiscono due sistemi di tra-
sferimento. Un primo metodo definito “TRASFERIMENTO A
CORTO CIRCUITO (SHORT-ARC)”, fa entrare l’elettrodo a con-
tatto diretto con il bagno, si fa quindi un cortocircuito con effet-
to fusibile da parte del filo che si interrompe, dopo di che l’ar-
co si riaccende ed il ciclo si ripete (Fig. 2a).
Fig.8 Ciclo SHORT (a) e saldatura SPRAY ARC (b)
Un altro metodo per ottenere il trasferimento delle gocce è il
cosiddetto “TRASFERIMENTO A SPRUZZO (SPRAY-ARC)”, che
consente alle gocce di staccarsi dall’elettrodo e in un secondo
tempo giungono nel bagno di fusione (Fig. 2b).
7.1.2 Parametri di saldatura
La visibilità dell’arco riduce la necessità di una rigida osservan-
za delle tabelle di regolazione da parte dell’operatore che ha la
possibilità di controllare direttamente il bagno di fusione.
- La tensione influenza direttamente l’aspetto del cordone, ma
le dimensioni della superficie saldata possono essere variate a
seconda delle esigenze, agendo manualmente sul movimento
della torcia in modo da ottenere depositi variabili con tensio-
ne costante.
- La velocità di avanzamento del filo è in relazione con la cor-
rente di saldatura.
Nelle Fig.9 e 10 vengono mostrate le relazioni che sussistono
tra i vari parametri di saldatura.
Fig.9 Diagramma per la scelta ottimale della migliore caratteri-
stica di lavoro.
Fig.10 Relazione tra velocità di avanzamento del filo e intensità
di corrente (caratteristica di fusione) in funzione del diametro
del filo.