3 PRESENTASJON AV SVEISEMASKINEN
3.1 Generell
De halvautomatiske anleggene i serien NEOMIG for MIG/MAG-
sveising med kontinuerlig tråd, garanterer høye prestasjoner og
kvalitet i sveisingen med hele tråder og tråder med kjerne.
Serien NEOMIG er utstyrt med trekkenheten i karosseriet for
”kompakte” generatorer som er lette å bevege og har liten stør-
relse.
Generatorene NEOMIG kan klare alle sveisetyper.
Generatorens karakteristikker er indikert med konstant spenning
mer regulering av sveisespenningen i skritt; de ulike utgan-
gene for induktansen kan velges og gjør at operatøren kan stille
inn generatorens optimale dynamikk for sveisingssyklusen.
To ulike versjoner er tilgjengelig:
STANDARD versjon:
Trådens matehastighet kan reguleres direkte fra frontpanelet ved
hjelp av en potensiometer.
XP versjon:
Denne generatoren for sveising er karakterisert av et nyt SYNER-
GISK sveisemodus.
Aktiveringen av synergin med innstilling av den materialtype
som skal sveises og diameter på tråden som skal brukes, muligg-
jør en automatisk forinnstilling av trådhastigheten, for å gjøre
reguleringen av sveiseanlegget enklere.
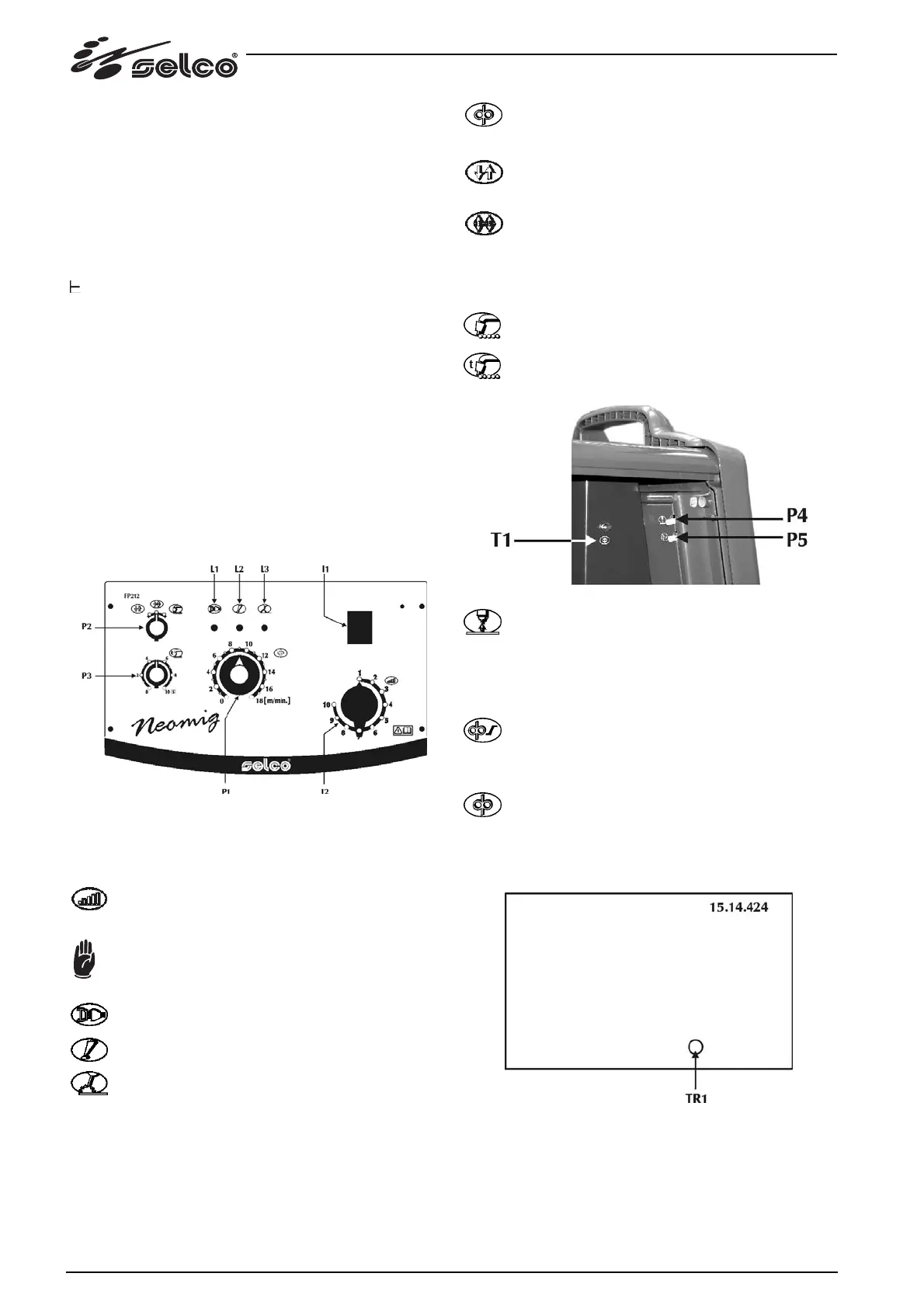
3.2 “STANDARD” frontpanel med kontroller
Fig.3 NEOMIG STANDARD
Bryter I1: hovedbryter for igangsetning (stilling 0 = generatoren
er slått fra).
Omkopler l2: omkopler for regulering til 7/10 posisjo-
ner.
Rør aldri omkopleren mens du sveiser!
L1: tennes da generatorn blir forsynt med strøm.
L2: indikerer eventuelle inngrep av verneanleggen, f.
eks. termiske verneanlegg.
L3: tennes da det finnes spenning ved sveisebrennerens
utgang.
P1: potensmåler for regulering av trådhastigheten.
Minimumsverdi 0 m/min, Maks. 18 m/min
P2: sveisemodus.
2 Skritt : i to skritt, begynner gassen fløde da du trykker
på tasten, blir spenningen aktivert og matingen skjer;
da du slipper gassen, blir spenning og mating fjernt.
4 Skritt : i fire skritt, da du trykker på tasten begynner
gassen fløde for en manuell forgassprosedyr og da du slip-
per tasten blir spanningen og mateprosedyren aktiverte.
Da du trykker på tasten igjen, blir kabeln blokkert og
sluttprosedyren begynner for å blokkere strømmen og da
du slipper tasten, blir gassflødet helt slått av.
Punkesveising: for utførelse for tidsstyrt sveising.
P3: tid for punktesveising.
For regulering av sveisetiden.
Minimumsverdi 0s, Maks. 10s
P4: burnback.
Muliggjør regulering av trådens forbrennelsestid for å
forhindre at den fastner ved sveisingens slutt.
Muliggjør reguleringen av trådendens lengde utenfor sveise-
brenneren.
Minimumsverdi 0s, Maks. 0.5s, Standardverdi 100ms
P5: motorens ramp.
Muliggjør innstilling av en gradert overgang mellom trå-
dens aktiveringshastighet og sveisehastigehten.
Minimumsverdi 0s, Maks. 2s, Standardverdi 250ms
T1: trådforsyning.
Muliggjør manuell trådforsyning uten gassfløde og uten
å holde tråden i spenning
Muliggjør innsetning av tråden i holderen på sveisebrenneren
under sveisingens forebereldelsesfas.
TR1: Post gass.
Muliggjør innstilling og regulering av gassflødet ved sveisepro-
sedyrens slutt.
Minimumsverdi 0s, Maks. 10s, Standardverdi 0s
116