3 PRESENTACIÓN DE LA SOLDADORA
3.1 Generalidades
Los equipos semiautomáticos de la serie NEOMIG para la soldadu-
ra MIG/MAG con hilo continuo garantizan altas prestaciones y cali-
dad en la soldadura con hilos macizos y con alma.
La serie NEOMIG está caracterizada por la presencia de un arra-
stre en la carrocería, esto ha permitido realizar generadores "com-
pactos" fáciles de desplazar y de pequeñas dimensiones.
Los generadores NEOMIG son capaces de satisfacer todas las exi-
gencias de soldadura.
La característica del generador es a tensión constante con regu-
lación a escalón de la tensión de soldadura; las varias salidas de la
inductancia que se pueden seleccionar le permiten al operador
programar la dinámica del generador óptima para la soldadura.
Están disponibles dos versiones diferentes:
Reversión ESTÁNDAR:
La velocidad de alimentación del alambre es regulable directa-
mente desde el panel frontal mediante un potenciómetro.
Versión XP:
Estos generadores para la soldadura presenta una modalidad inno-
vadora de funcionamiento "SINERGIA".
La habilitación de la sinergia con la configuración del tipo de mate-
rial que se debe soldar y el diámetro del alambre utilizado permite
una programación automática de la velocidad del alambre, simpli-
ficando las operaciones de regulación de la soldadura.
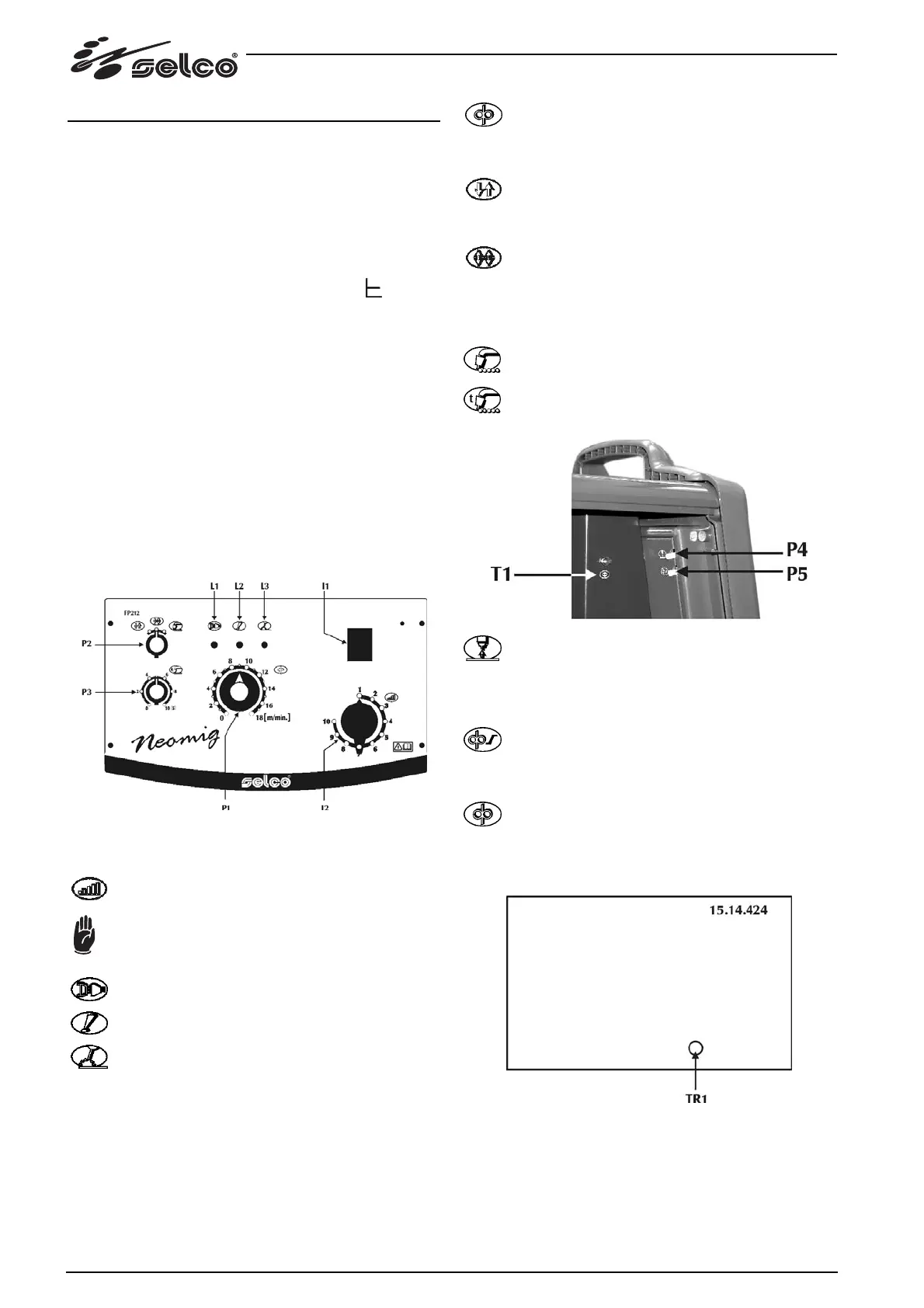
3.2 Panel de mandos frontal “ESTÁNDAR”
Fig.3 NEOMIG STANDARD
Interruptor I1: interruptor principal para el encendido (pos. 0
= generador apagado).
Conmutador l2: conmutador para la regulación hasta
7/10 posiciones.
¡No maniobrar nunca el conmutador mientras se
está soldando!
L1: se ilumina cuando el generador es alimentado.
L2: indica la eventual intervención de los aparatos de
protección como la protección térmica.
L3: se ilumina cuando hay tensión en la salida de la sol-
dadora.
P1: potenciómetro de regulación de la velocidad del
hilo.
Mínimo 0 m/min, Máximo 18 m/min
P2: modalidad de soldadura.
2 Tiempos: en dos tiempos, la presión del interruptor
hace fluir el gas, activa la tensión en el alambre y lo hace
avanzar; en el momento de la liberación el gas, la ten-
sión y el avance del alambre se desactivan.
4 Tiempos: en cuatro tiempos la primera pulsación del
botón hace fluir el gas efectuando un pre gas manual, en el
momento de la liberación es activada la tensión en el alam-
bre y su avance. La presión sucesiva del botón para el hilo
y hace iniciar el proceso final que lleva la corriente a cero,
la liberación definitiva del botón detiene el aflujo del gas.
Soldadura por puntos: permite la ejecución de solda-
duras temporizadas.
P3: tiempo de soldadura por puntos.
Permite regular el tiempo de soldadura.
Mínimo 0s, Máximo 10s
P4: burn back.
Permite la regulación del tiempo de quemadura del
alambre impidiendo que se peque al final de la soldadura.
Permite regular el largo del pedazo de alambre externo a la antorcha.
Mínimo 0s, Máximo 0.5s, Default 100ms
P5: rampa del motor.
Permite configurar un paso gradual entre la velocidad
del alambre de cebado y la de soldadura.
Mínimo 0s, Máximo 2s, Default 250ms
T1: avance alambre.
Permite hacer avanzar manualmente el alambre sin
flujo de gas y sin que el alambre esté bajo tensión.
Permite introducir el alambre en la vaina de la antorcha duran-
te la etapa de preparación para la soldadura.
TR1: Post gas.
Permite configurar y regular el flujo de gas al final de la soldadura.
Mínimo 0s, Máximo 10s, Default 0s
56