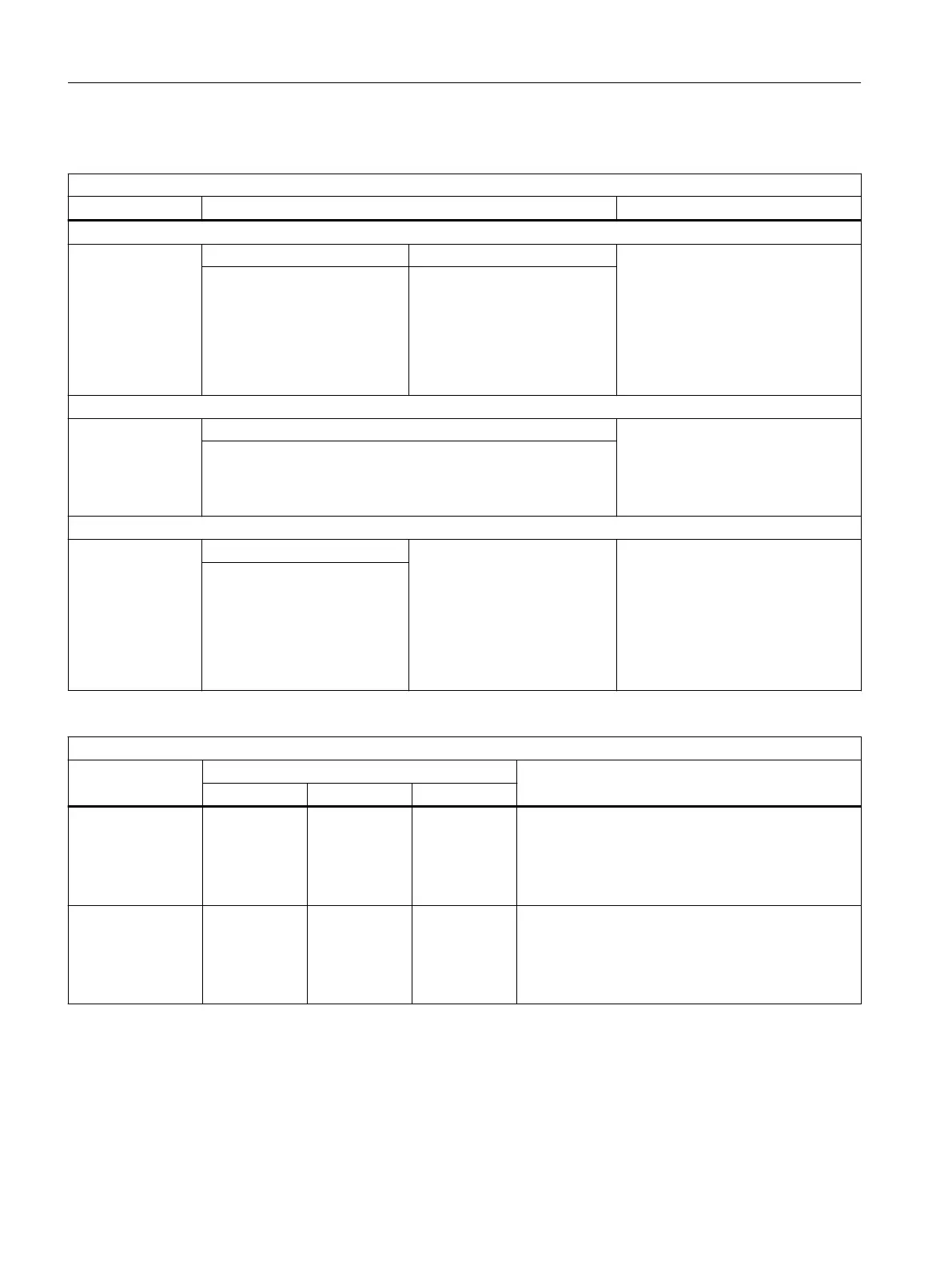
Revolutional feedrate
Identifier Parameter Explanation
FPRAON 1. 2. Axial revolutional feedrate ON
AXIS:
Axis for which revolutional fee‐
drate is activated
AXIS:
Axis/spindle from which revolu‐
tional feedrate is derived.
If no axis has been program‐
med, the revolutional feedrate
is derived from the master spin‐
dle.
FPRAOF 1. - n. Axial revolutional feedrate OFF
The revolutional feedrate can be de‐
activated for several axes simultane‐
ously. You can program as many ax‐
es as are permitted in a block.
AXIS:
Axes for which revolutional feedrate is deactivated
FPR 1. Selection of a rotary axis or spindle
from which the revolutional feedrate
of the path is derived for G95.
The setting made with FPR is modal.
AXIS:
Axis/spindle from which revolu‐
tional feedrate is derived.
If no axis has been program‐
med, the revolutional feedrate
is derived from the master spin‐
dle.
Transformations
Identifier Parameter Explanation
1. 2. 3.
TRACYL REAL:
Working diam‐
eter
INT:
Number of the
transformation
Cylinder: Peripheral surface transformation
Several transformations can be set per channel. The
transformation number specifies which transforma‐
tion is to be activated. If the 2nd parameter is omitted,
the transformation grouping set via MD is activated.
TRANSMIT INT:
Number of the
transformation
Transmit: Polar transformation
Several transformations can be set per channel. The
transformation number specifies which transforma‐
tion is to be activated. If the parameter is omitted, the
transformation group defined in the MD is activated.
Tables
4.4 Predefined procedures
NC programming
1270 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















