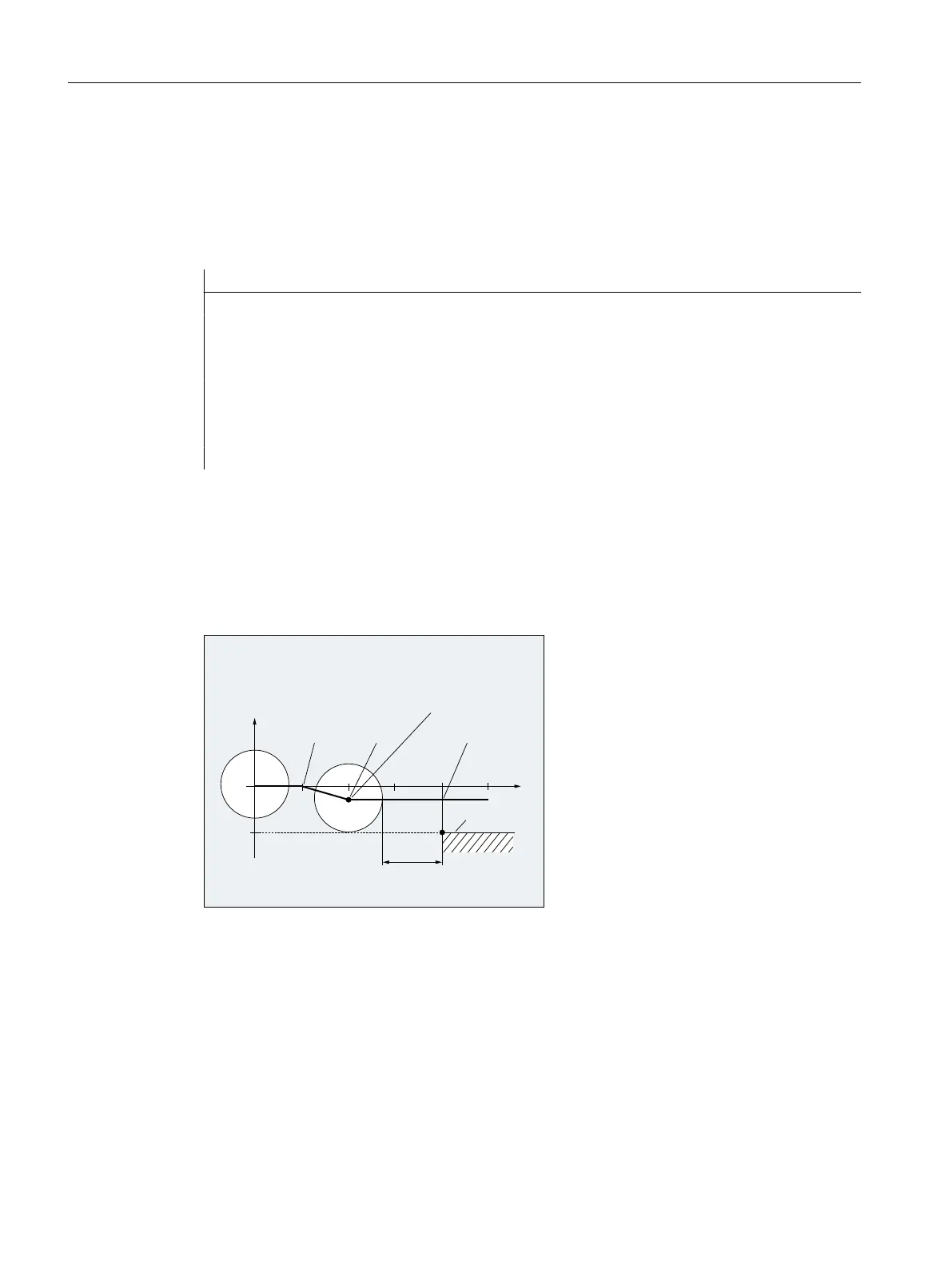
Programming of end point P4 for approach
End point P
4
can be programmed in the actual SAR block. Alternatively, P
4
can be determined
by the end point of the next traversing block. More blocks can be inserted between an SAR
block and the next traversing block without moving the geometry axes.
Example:
Program code Comment
$TC_DP1[1,1]=120 ;Milling tool T1/D1
$TC_DP6[1,1]=7 ;Tool with 7 mm radius
N10 G90 G0 X0 Y0 Z30 D1 T1
N20 X10
N30 G41 G147 DISCL=3 DISR=13 Z=0 F1000
N40 G1 X40 Y-10
N50 G1 X50
...
N30/N40 can be replaced by:
N30 G41 G147 DISCL=3 DISR=13 X40 Y-10 Z0 F1000
or
N30 G41 G147 DISCL=3 DISR=13 F1000
N40 G1 X40 Y-10 Z0
8SWRWKLVSRLQW
PDFKLQLQJZLWK*
IROORZHGE\*)
&RQWRXU
;
<
',65
3
= = =
Programming of end point P0 for retraction
For retraction, the end point of the SAR contour cannot be programmed in a following block, i.e.
the end position is always taken from the SAR block, irrespective of how many axes have been
Fundamentals
2.10 Tool radius compensation
NC programming
278 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















