Note
All commands for smoothing the tool orientation (OSOF, OSC, OSS, OSSE, OSD, and OST) are
summarized in G group 34. They are modal; in other words, only one of these commands can
ever be effective at the same time.
Examples
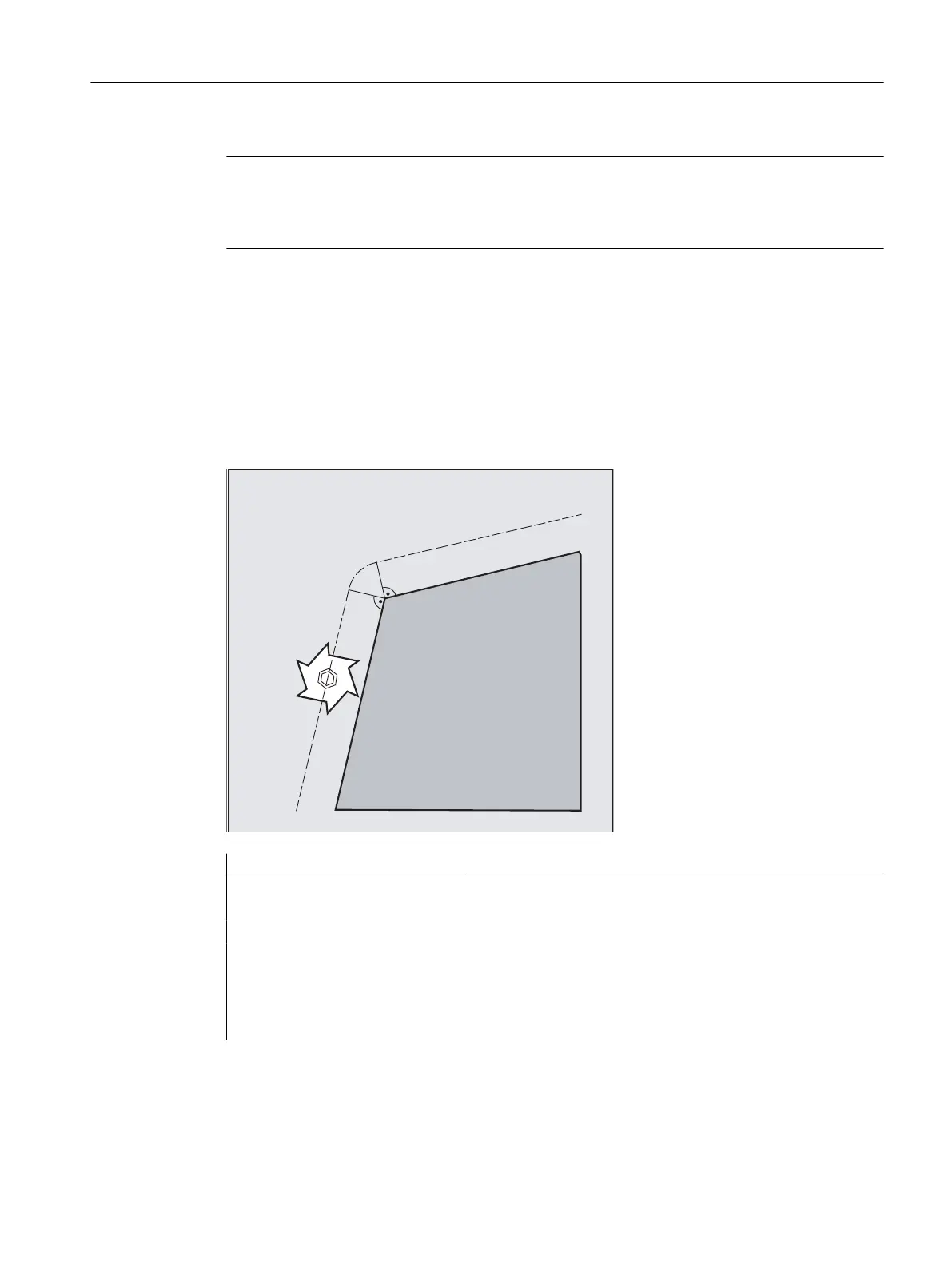
Example 1: ORIC
If two or more blocks with orientation changes are programmed between the traversing blocks
N10 and
N20
(e.g. A2=... B2=... C2=...) programmed and ORIC is active, then the
inserted circle block is distributed among these intermediate blocks according to the absolute
changes in angle.
Program code Comment
ORIC
N8 A2=… B2=… C2=…
N10 X… Y… Z…
N12 C2=… B2=…
N14 C2=… B2=…
; The circle block inserted at the external corner is
distributed between N12 and N14, corresponding to the
change in orientation. The circular motion and the
orientation change are executed in parallel.
N20 X =…Y=… Z=… G1 F200
Work preparation
3.13 Tool offsets
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 771
 Loading...
Loading...

















