Example 2: ORID
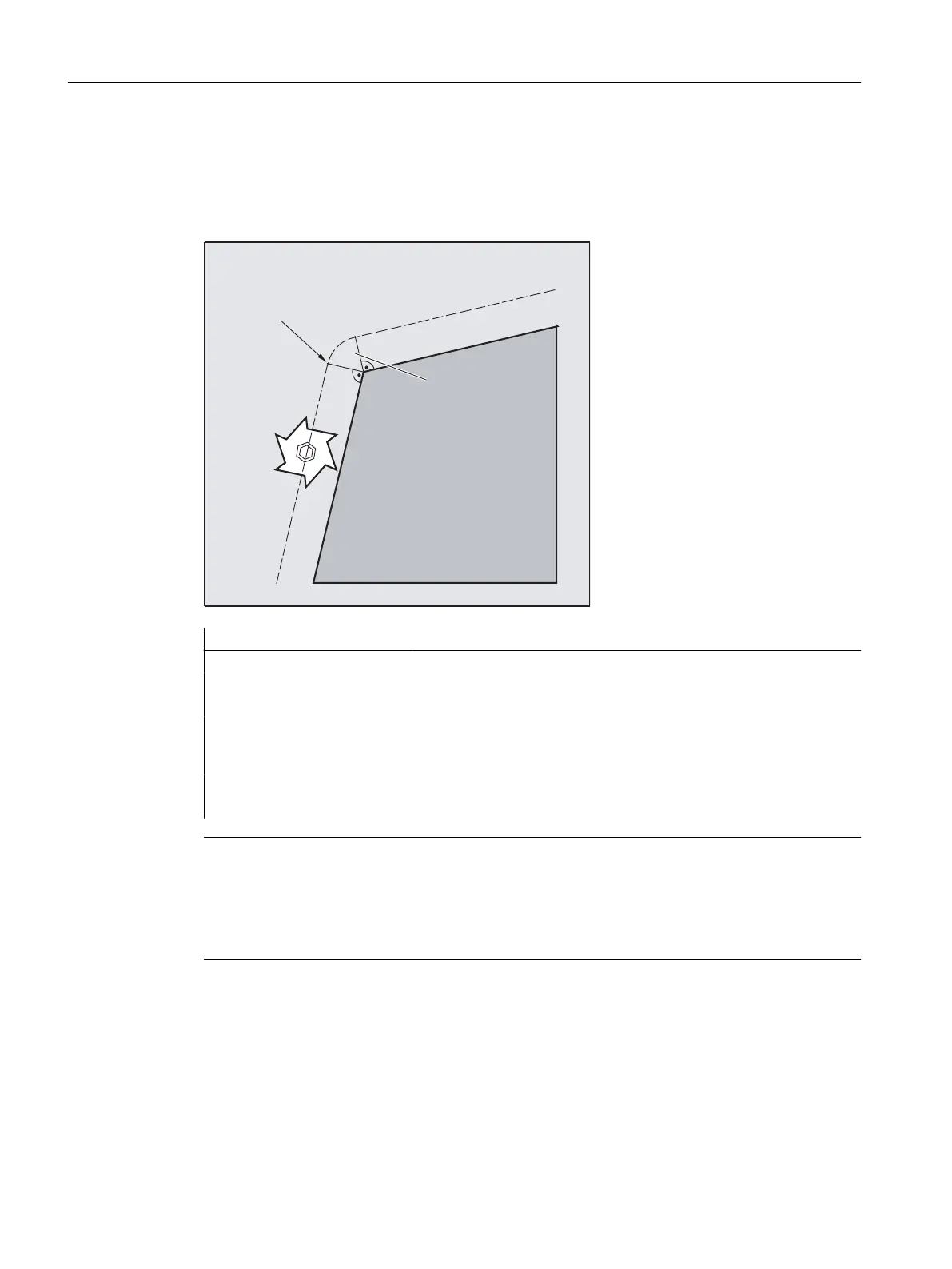
If ORID is active, then all blocks between the two traversing blocks are executed at the end of
the first traversing block. The circle block with constant orientation is executed immediately
before the second traversing block.
Perform N12 and N14
N20
N10
Program code Comment
ORID
N8 A2=… B2=… C2=…
N10 X… Y… Z…
N12 A2=… B2=… C2=… ; The N12 and N14 blocks are executed at the end of N10.
The circle block is then executed with the actual orien-
tation.
N14 M20 ; Help functions, etc.
N20 X… Y… Z…
Note
The method which is used to change orientation at an outer contour is determined using the
program command that is active in the first traversing block of an outer corner.
Without change in orientation: If the orientation is not changed at the block boundary, the cross-
section of the tool is a circle, which touches both of the contours.
Work preparation
3.13 Tool offsets
NC programming
772 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















