Further information
Tool length offsets
Depending on the type of programming, programmed tool length offsets are assigned either to
the tool length components L1, L2 and L3 (TOFFL) stored in the compensation memory or to
the geometry axes (TOFF). The programmed offsets are treated accordingly for a plane
change (G17/G18/G19 ↔ G17/G18/G19):
● If the offset values are assigned to the tool length components, the directions in which the
programmed offsets apply are replaced accordingly.
● If the offset values are assigned to the geometry axes, a plane change does not affect the
assignment in relation to the coordinate axes.
The following setting data is evaluated when assigning the programmed offset values to the tool
length components:
SD42940 $SC_TOOL_LENGTH_CONST (change of tool length components on change of
planes).
SD42950 $SC_TOOL_LENGTH_TYPE (assignment of the tool length offset independent of
tool type).
If this setting data has valid values not equal to 0, then these have priority over the contents of
G group 6 (plane selection G17/G18/G19) or the tool type ($TC_DP1[<T no.>, <D no.>])
contained in the tool data. This means that this setting data affects the evaluation of the offsets
in the same way as the tool length components L1 to L3.
Tool radius offset
The TOFFR address has almost the same effect as the OFFN (Page 251) address. There is
only a difference with active peripheral curve transformation (TRACYL) and active slot side
compensation. In this case, the tool radius is affected by OFFN with a negative sign, but by
TOFFR with a positive sign.
OFFN and TOFFR can be effective simultaneously. They then generally have an additive effect
(except for slot side compensation).
Tool change
All offset values are retained during a tool change (cutting edge change). This means that they
are also effective for the new tool (new cutting edge).
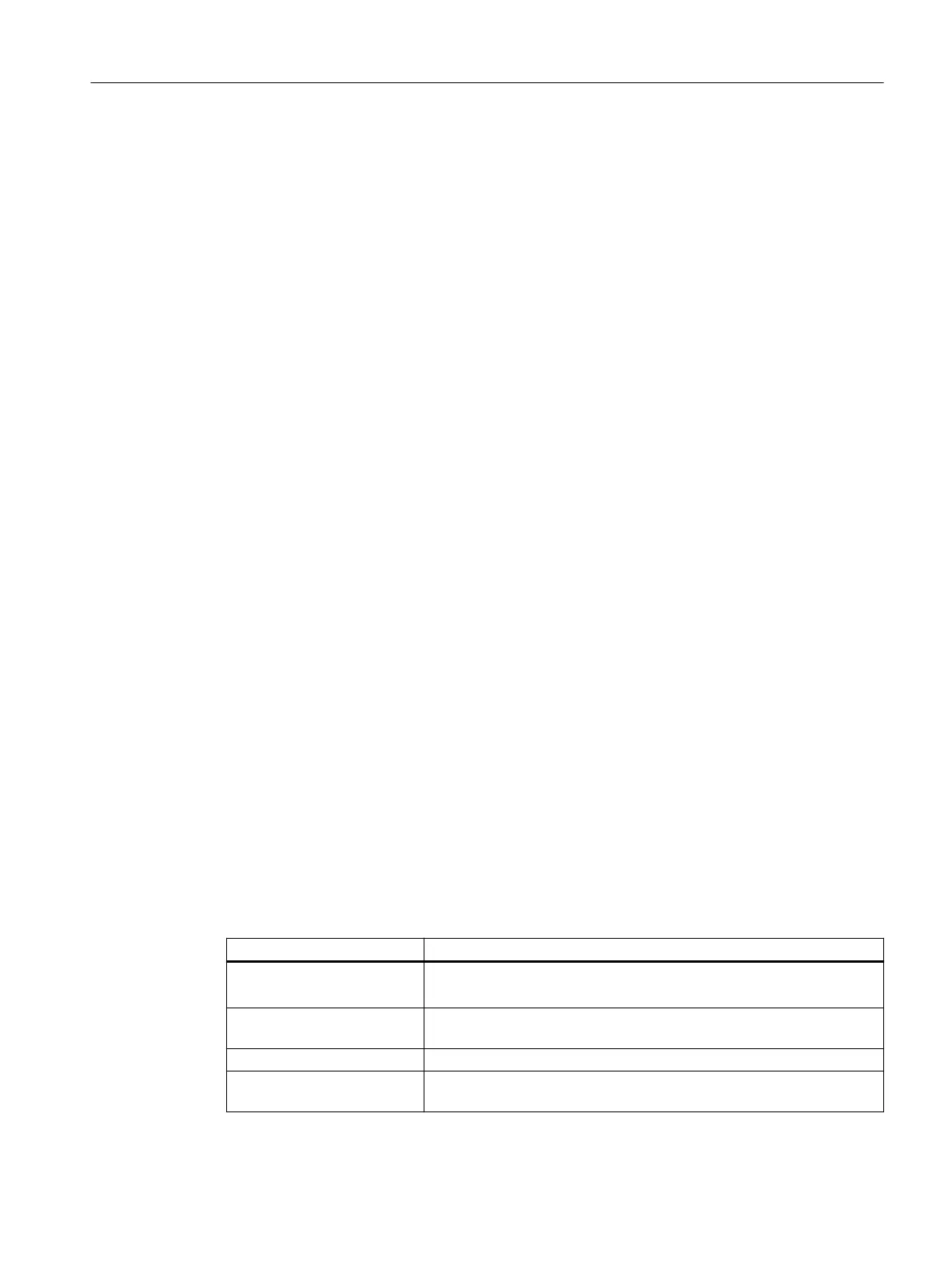
System variables for reading the current offset values
The currently effective offsets can be read with the following system variables:
System variable Meaning
$P_TOFFL [<n>]
with 0 ≤ n ≤ 3
Reads the current offset value of TOFFL (for n = 0) or TOFFL[1...3] (for
n = 1, 2, 3) in the preprocessing context.
$P_TOFF [<GeoAx>] Reads the current offset value of TOFF[<GeoAx>] in the preprocessing
context.
$P_TOFFR Reads the current offset value of TOFFR in the preprocessing context.
$P_TOFFCR Reads the current offset value of the corner radius in the preprocessing
context.
Fundamentals
2.5 Tool offsets
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 87
 Loading...
Loading...

















