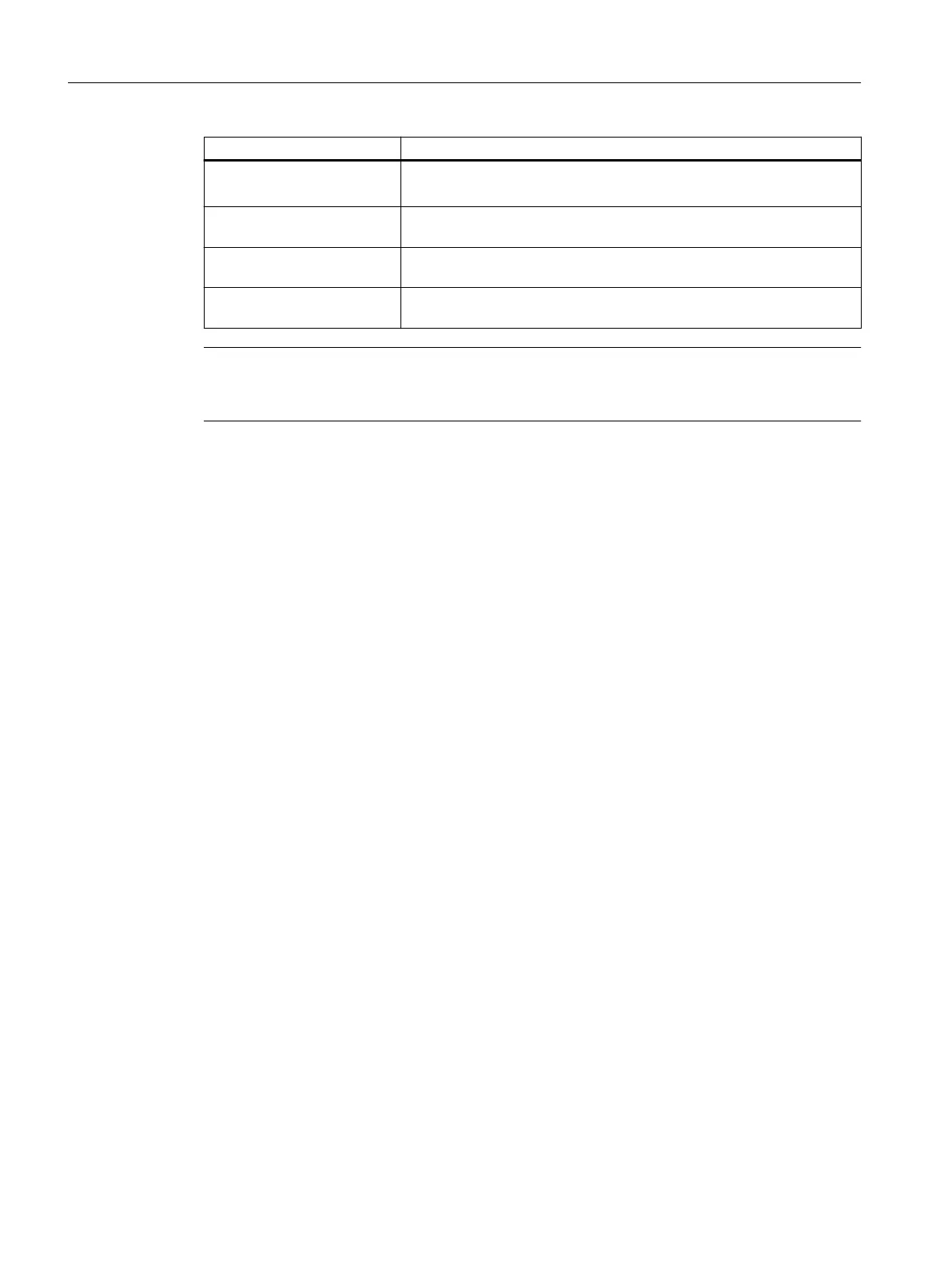
System variable Meaning
$AC_TOFFL[<n>]
with 0 ≤ n ≤ 3
Reads the current offset value of TOFFL (for n = 0) or TOFFL[1...3] (for
n = 1, 2, 3) in the main run context (synchronized actions).
$AC_TOFF[<GeoAx>] Reads the current offset value of TOFF[<GeoAx>] in the main run con‐
text (synchronized actions).
$AC_TOFFR Reads the current offset value of TOFFR in the main run context
(synchronized actions).
$AC_TOFFCR Reads the current offset value of the corner radius in the main run con‐
text (synchronized actions).
Note
The system variables $AC_TOFFL, $AC_TOFF, AC_TOFFR and AAC_TOFFCR trigger an
automatic preprocessing stop when reading from the preprocessing context (NC program).
Applications
The "Programmable tool offset" function is especially interesting for ball mills and milling tools
with corner radii as these are often calculated in the CAM system to the ball center instead of
the ball tip. However, the tool tip is generally measured when the tool is measured, and stored
as tool length in the compensation memory.
For the 3D tool radius compensation with a ball mill it is advantageous to correct the tool length
and radius by the same value simultaneously. The TOFFLR address is available to the user for
this purpose.
Fundamentals
2.5 Tool offsets
NC programming
88 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...

















