05.91 7 Parameters
7.5 Programming examples with parameters
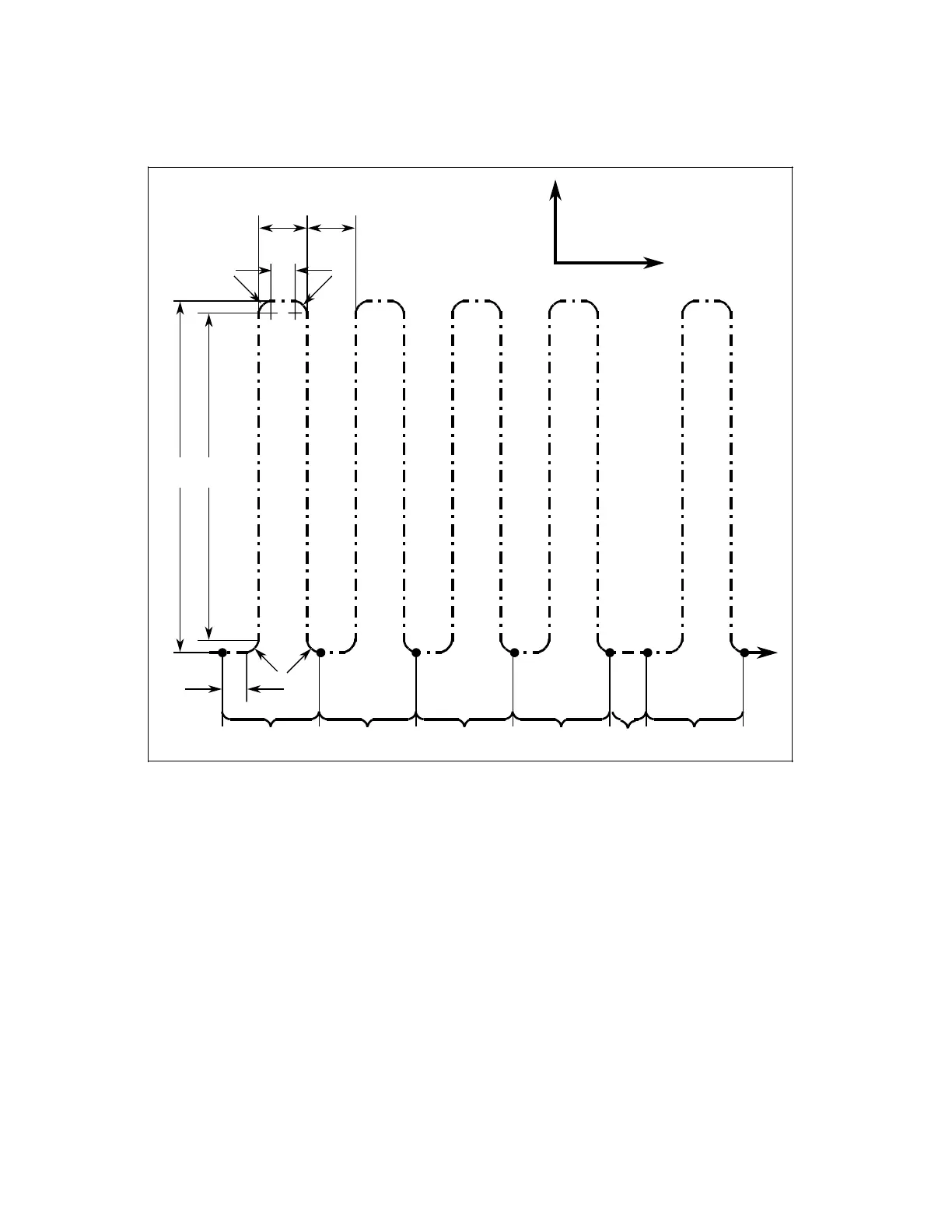
Example: Line-by-line milling
The transitions are programmed with radii, in order to prevent any reduction in the feedrate
and hence relief-cutting marks when changing the direction of movement.
6060
R0
R1
R1
R0=40
R1=10
R0
R1
9
5 . . . 8
4
2
3
1
500 R2=480
Y
X
Calling L34 in higher-level program:
N80 L34 P9 R0=40. R1=10. R2=480. F200
L
F
L34
L
F
N05 G01 G64 G91 X=R0
L
F
N10 G03 X=R1 Y=R1 J=R1
L
F
N15 G01 Y=R2
L
F
N20 G02 X=R1 Y=R1 I=R1
L
F
N25 G01 X=R0
L
F
N30 G02 X=R1 Y=–R1 J=–R1
L
F
N35 G01 Y=–R2
L
F
N40 G03 X=R1 Y=–R1 I=R1
L
F
N45 M17
L
F
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
7–9
SINUMERIK 880, (PG)
 Loading...
Loading...










