05.91 8 Contour Definition
8.2.1 Operation of functions G09, F, S, T, H, M in contour definition
8.2.1 Operation of functions G09, F, S, T, H, M in contour definition
If G09 is programmed in a contour definition block, it is not active until the end of the block,
i.e. when the end position is reached. G09 is automatically generated by the control at irregular
points (corners, edges) in the contour definition.
If F, S, T, H or M are programmed in a contour definition block, they are active at the start of
the block; M00, M01, M02, M17 and M30 are active at the end of the block.
8.2.2 Chaining of blocks
It is possible to chain blocks with or without angle inputs and with inserted radii or chamfers in
any sequence.
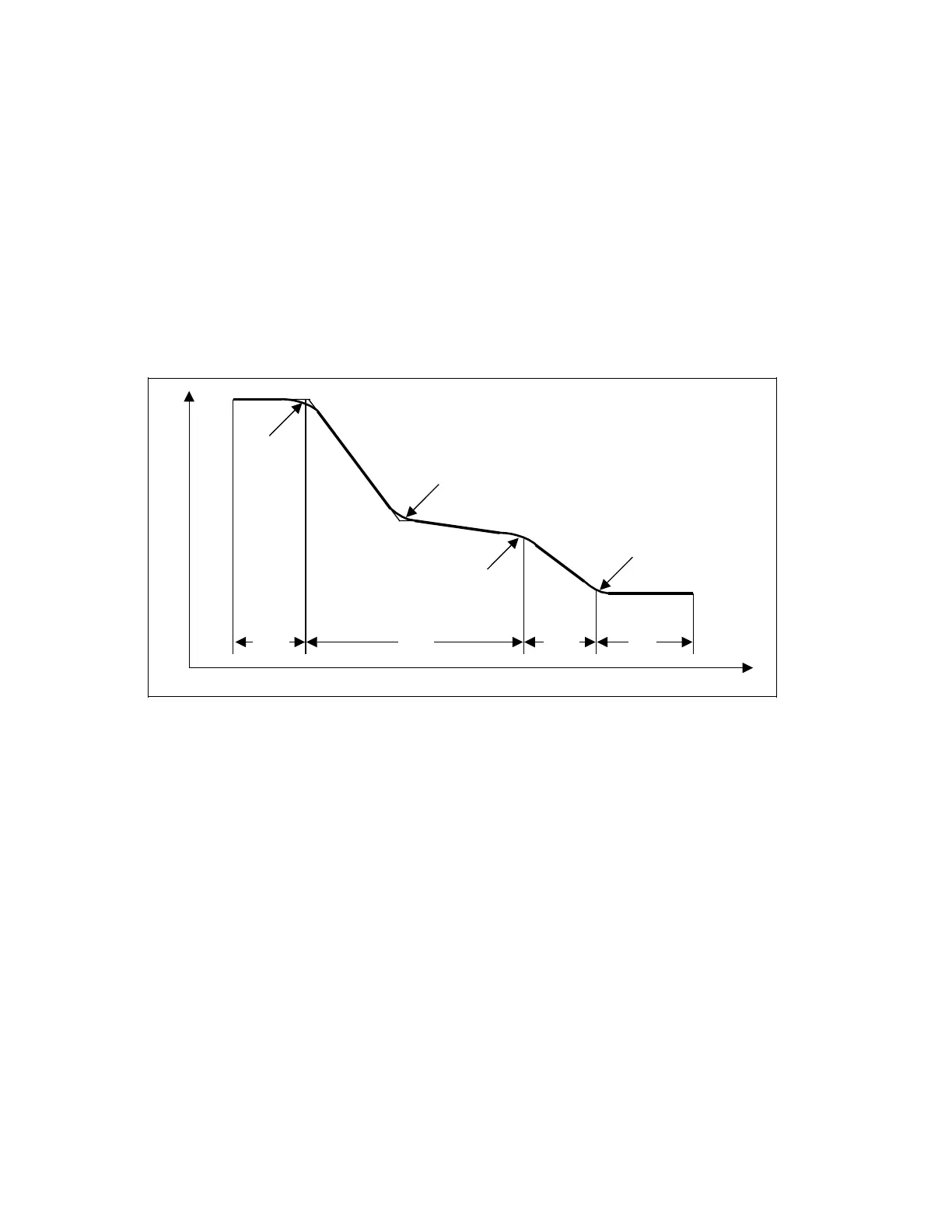
Example1: Turning machine , external machining
Chaining of blocks on a turning machine
B5
B9
B11
B7
N20 N15 N10 N5
X
Z
N05 Z . . . B5
L
F
N10 A . . . X . . . B7.
L
F
N15 A . . . A . . . X . . . Z . . . B9. B11.
L
F
N20 Z . . .
L
F
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
8–7
SINUMERIK 880, (PG)
 Loading...
Loading...










