8 Contour Definition 05.91
8.2.2 Chaining of blocks
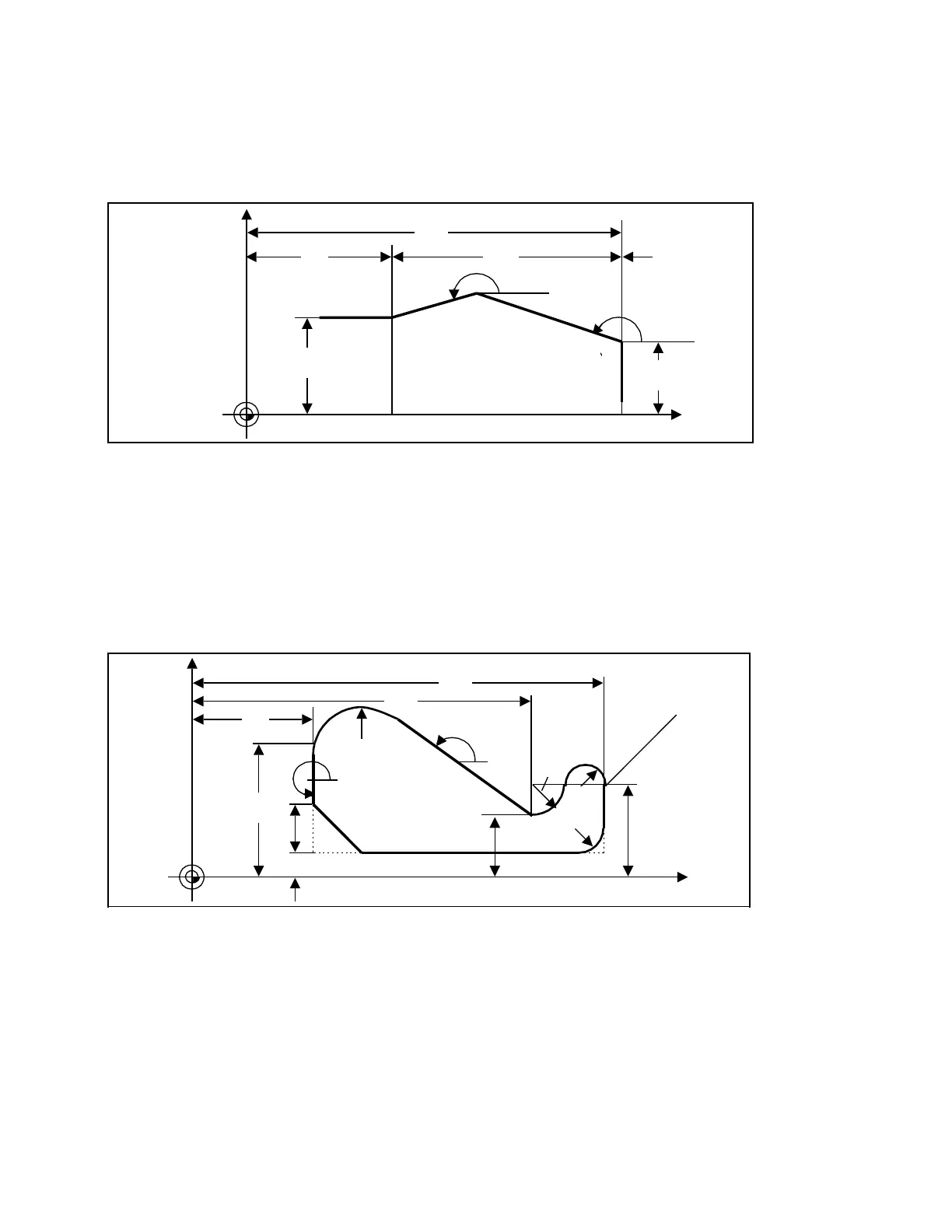
Example 2: Milling machine
Angle a refers to the starting point; angle b refers to the missing vertex. The end point can be
programmed using absolute point data G90 or incremental position data G91. Both end point
coordinates must be specified. The control determines the vertex from the known starting
point, the two angles and the known end point.
W
X
a=170°
b=190°
N10N1547
125
58
50
Y
.
N10 G00 G90 X125. Y50.
L
F
N15 G01 A170. A190. X47. Y58. F . . .
L
F
.
Example 3: Milling machine
In the example described below the following contour definitions are used: Circular arc -
circular arc, straight line - circular arc, 3-point definition + chamfer + radius.
A
15
P2
W
40
P1
135°
105
P3
20
10
25
P4
X
Y
50
18
40
140
270°
10
A = Starting point
L168
L
F
N05 G90 G03 I–10. J0. I0. J15. X105. Y25.
L
F
(P2)
N10 G03 A135. U18. X40. Y50.
L
F
(P3)
N15 G01 A270. A0. X140. Y10. U–20. U10.
L
F
(P4)
N20 Y40.
L
F
(P1)
N25 M17
L
F
8–8 © Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
SINUMERIK 880, (PG)
 Loading...
Loading...










