05.91 3 Directions of Movement, Dimensioning
3.11 Scale modification G50, G51
3.11 Scale modification G50, G51
This function substantially reduces the extent of programming work for geometrically similar
parts.
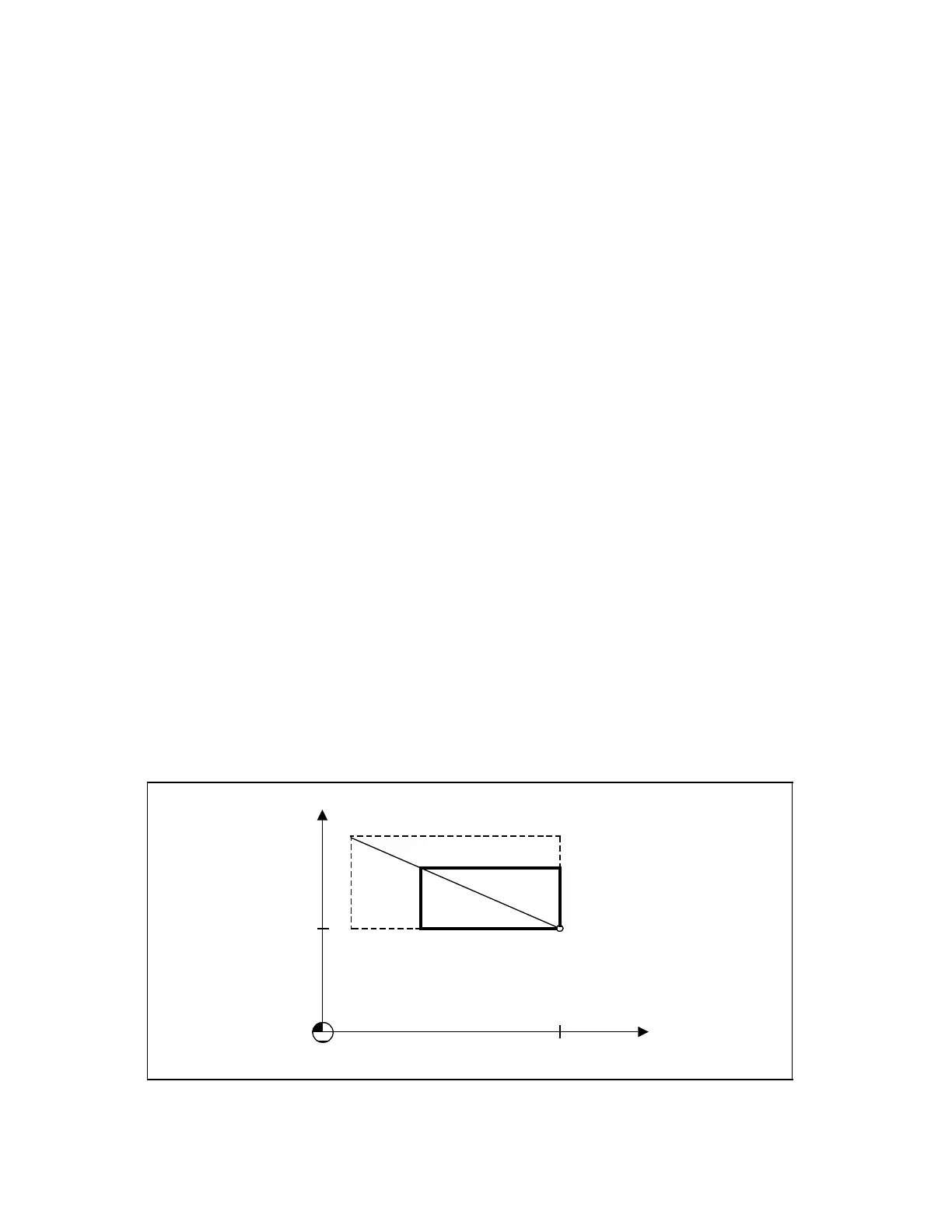
• A scale modification becomes effective with the programming of G51
• G51 is modal and is only removed by G50 (cancellation of scale modification)
• The scale modification refers to a reference point P
B
(scale centre). The coordinates
(X, Y) of P
B
are specified by programming. If X and Y are not specified, the control
generates the values X=0 and Y=0 (reference point = workpiece zero).
• The value for the scale factor is specified at address “P...” in the range 0.00001 to 99.999
• The following values are recalculated by scale modification
– Axis coordinates
– Interpolation parameters
– Radius
– Programmable ZO
– Lead, lead decrease or increase.
• The scale centre is limited to a maximum of 5 axis values. Axis values can be programmed
which are not defined in the mode group.
• If the part program is processed in the NC channel, the scale centre is written into the
setting data “NC scale centre”.
• The scale modification is linked to an “empty buffer” (@714). This function is triggered
internally by block preparation.
Example: possible representations in the program
a)
N...
N... G51 X70 Y30 P1.5 LF
N... X Y
or
b)
N...
N... G51 P1.5 LF
N... X70 Y30 LF
N... X Y
Y
30
70
P
B
X
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02 3–27
SINUMERIK 880, (PG)
 Loading...
Loading...










