4 Programming of Motion Blocks 05.91
4.2.1 Linear interpolation G01
4.2.1 Linear interpolation G01
The tool must travel at a set feedrate along a straight line to the target position whilst
machining the workpiece at the same time. The control calculates the tool path by means of
linear interpolation.
Linear interpolation effects motion
• in one axis direction (linear axis or rotary axis),
• from the starting position to the target position programmed using absolute or incremental
position data,
• at the programmed feedrate,
• at the programmed spindle speed.
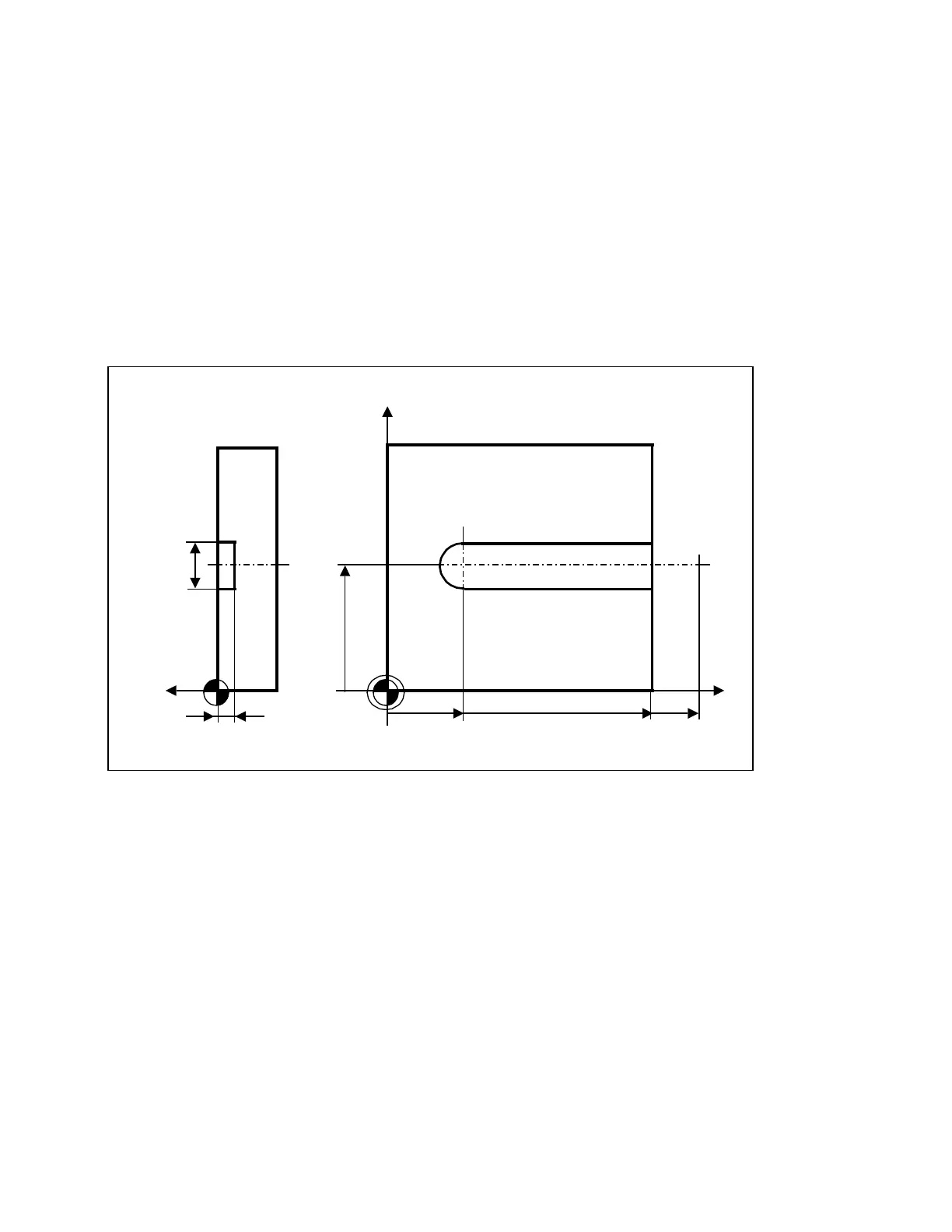
Example of paraxial milling:
5
10
0
Y
•
•
60
Z
25
P02
20 70
X
0
P01
•
% 15
L
F
N05 G00 G90 X70 Y25 Z1 S800 M3
L
F
N10 Z-5
L
F
N15 G01 X20 F150
L
F
N20 G00 Z100
L
F
N25 X-25 Y50
L
F
N30 M30
L
F
N05 Spindle on, tool rapid traverse to P01, clockwise rotation at 800 rev/min
N10 Infeed in Z
N15 Tool traverse P01 to P02, feedrate 150 mm/min
N20/N25 Rapid traverse retraction
N30 End of program
4–4
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
SINUMERIK 880, (PG)
 Loading...
Loading...










