3 Directons of Movement, Dimensioning 05.91
3.5 Zero offset G54...G59
3.5 Zero offset G54...G59
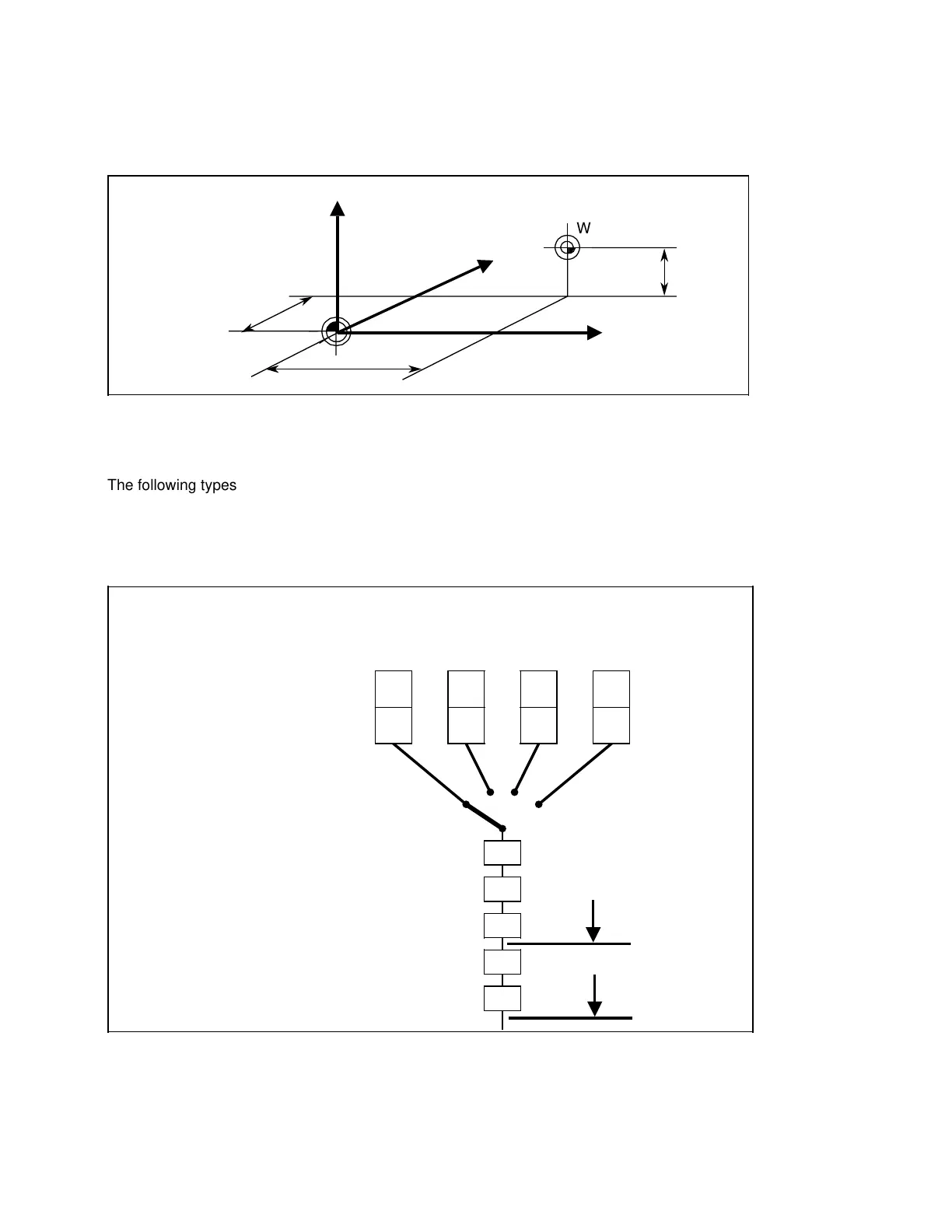
Zero offset is the distance between the workpiece zero W (on which the dimensions are
based) and the machine zero M.
Zero offset in 3 axes
Z
M
XMW
YMW
ZMW
X
Y
a
a
a
a
a
a
W
The following types of zero offset can be activated:
• Settable zero offset (G54 to G57),
• Programmable zero offset (G58, G59),
• External zero offset (from PLC).
Sum of zero offsets
1.
G54
2.
G55
3.
G56
4.
G57
settable zero offset
Fine setting
Coarse setting
1st programmable ZO (G58)
2nd programmable ZO (G59)
External ZO (from PLC)
DRF offset (with handwheel)
PRESET offset
Suppression
with G53
Suppression
with @706
3–8 © Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
SINUMERIK 880, (PG)
 Loading...
Loading...










