05.91 3 Directons of Movement, Dimensioning
3.5 Zero offset G54...G59
The sum of the zero offsets results from:
Settable zero offset (G54 ... G57) + external zero offset (from PLC) + programmable zero
offset (G58, G59).
Settable zero offset G54, G55, G56, G57
The settable zero offset values for each axis can be entered in the control via the operator
panel or via the universal interface.
The values are calculated in absolute and incremental position data blocks for the block end
point if the relevant axis is programmed.
With G54 to G57, one of the four settable zero offsets, each with two settings, can be selected
for the individual axis. The settable ZOs are divided into coarse and fine ZOs which act addi-
tively.
The zero offset fine setting is used as an additional fine adjustment (compensation) of the zero
point.
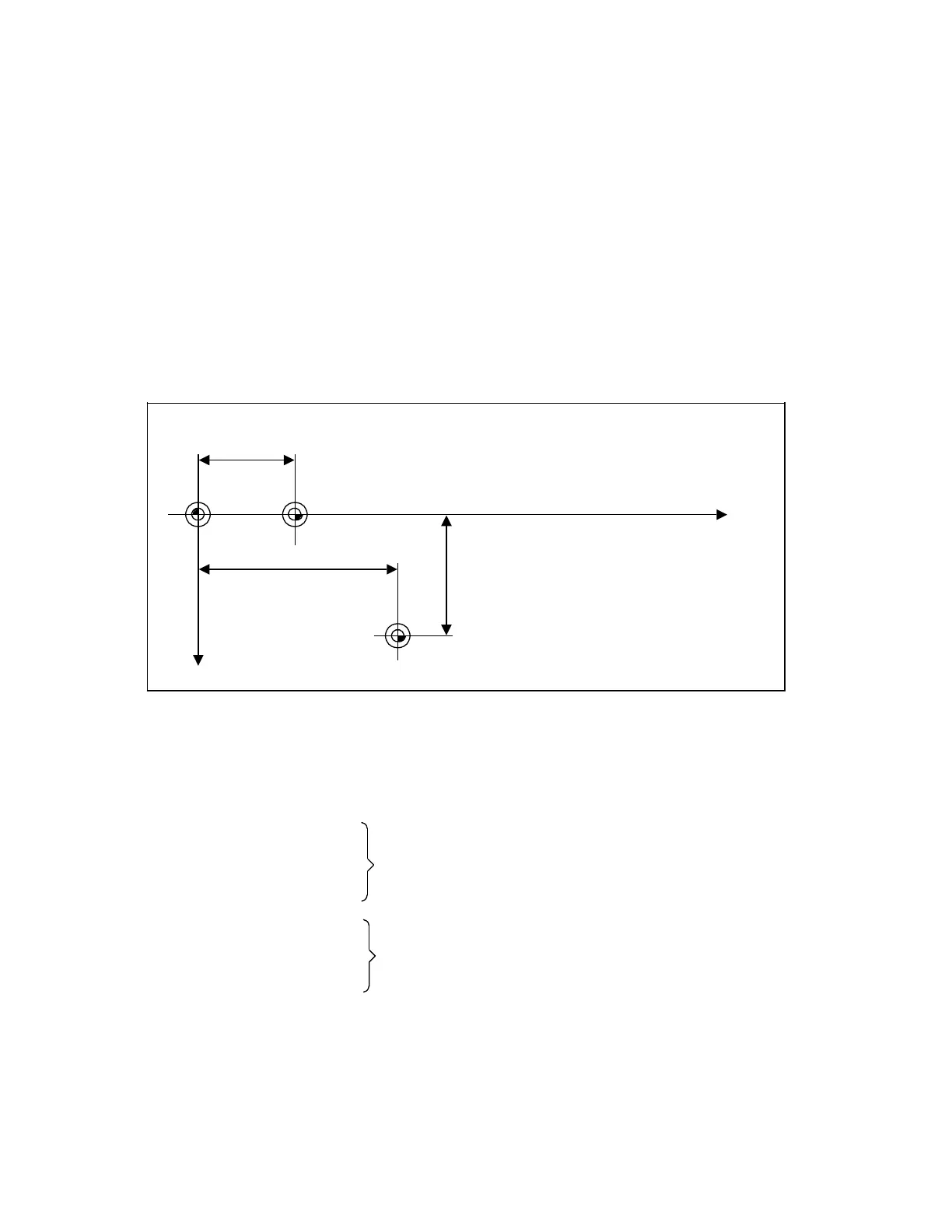
Settable zero offset
+X W2
ZMW2
1000
W1M
ZMW1
500
+Z
YMW2
800
Input of the settable zero offset via the universal interface
% ZOA
L
F
G154 X = 250 Y = 280
L
F
G155 X = 220 Y = 250
L
F
.
G157 X = 320 Y = 350
L
F
G254 X = 0.1 Y = 0.3
L
F
.
.
G257 X = 0.4 Y = 0.5
L
F
M02
L
F
Settable ZO (coarse)
Settable ZO (fine)
For reasons of compatibility, the format G54 X = 250
L
F
can be read in, the values then being
entered into the settable ZO (coarse).
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02 3–9
SINUMERIK 880, (PG)
 Loading...
Loading...










