8 Contour Definition 05.91
8.2.3 Miscellaneous functions in chained blocks for turning and milling machines
8.2.3 Miscellaneous functions in chained blocks for turning and
milling machines
Blocks are said to be chained whenever they are joined together by means of radii or
chamfers.
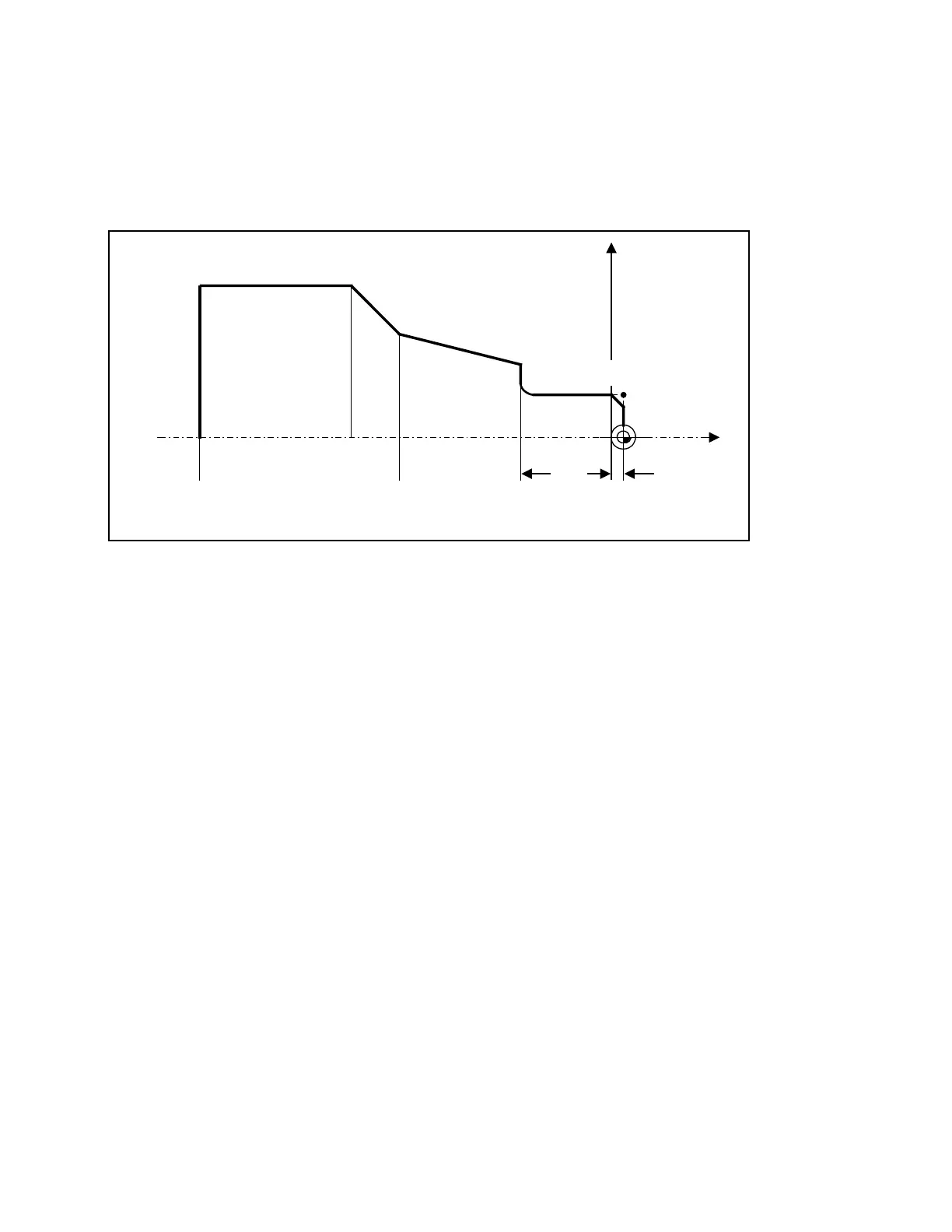
Example: Turning machine
Miscellaneous functions in chained blocks
P1
W
Z
X
N20 N10
P11
A block with miscellaneous functions can be located between two chained blocks:
N10 G01 G09 A90. X66. B–8. F0.2
L
F
(P1)
N15 M . . . H . . .
N20 A180. A90. X116. Z–70. B8.
L
F
Miscellaneous functions are active at point P11 (see above).
Relief-cutting is thus effected at point P11. The F value programmed in block N10 is active
at the start of block N10
.
8–12 © Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
SINUMERIK 880, (PG)
 Loading...
Loading...










