10 Cutter Radius Compensation (CRC), Tool Nose Radius Compensation (TNRC) 05.91
10.9 CRC/TNRC with combination of various block types and in conjunction with contour errors
10.9 CRC/TNRC with combination of various block types and in
conjunction with contour errors
When programming in compensation mode, special attention must be paid to the blocks
without tool movements in order to prevent contour errors:
• Blocks "without path"
Auxiliary functions, dwell time or a zero offset are programmed in the compensation plane
instead of paths.
• Blocks with "distance = 0"
Path addresses are programmed, but there is no movement since the distance is 0.
• Blocks "not in compensation plane"
Axis addresses outside the compensation plane are programmed.
Examples:
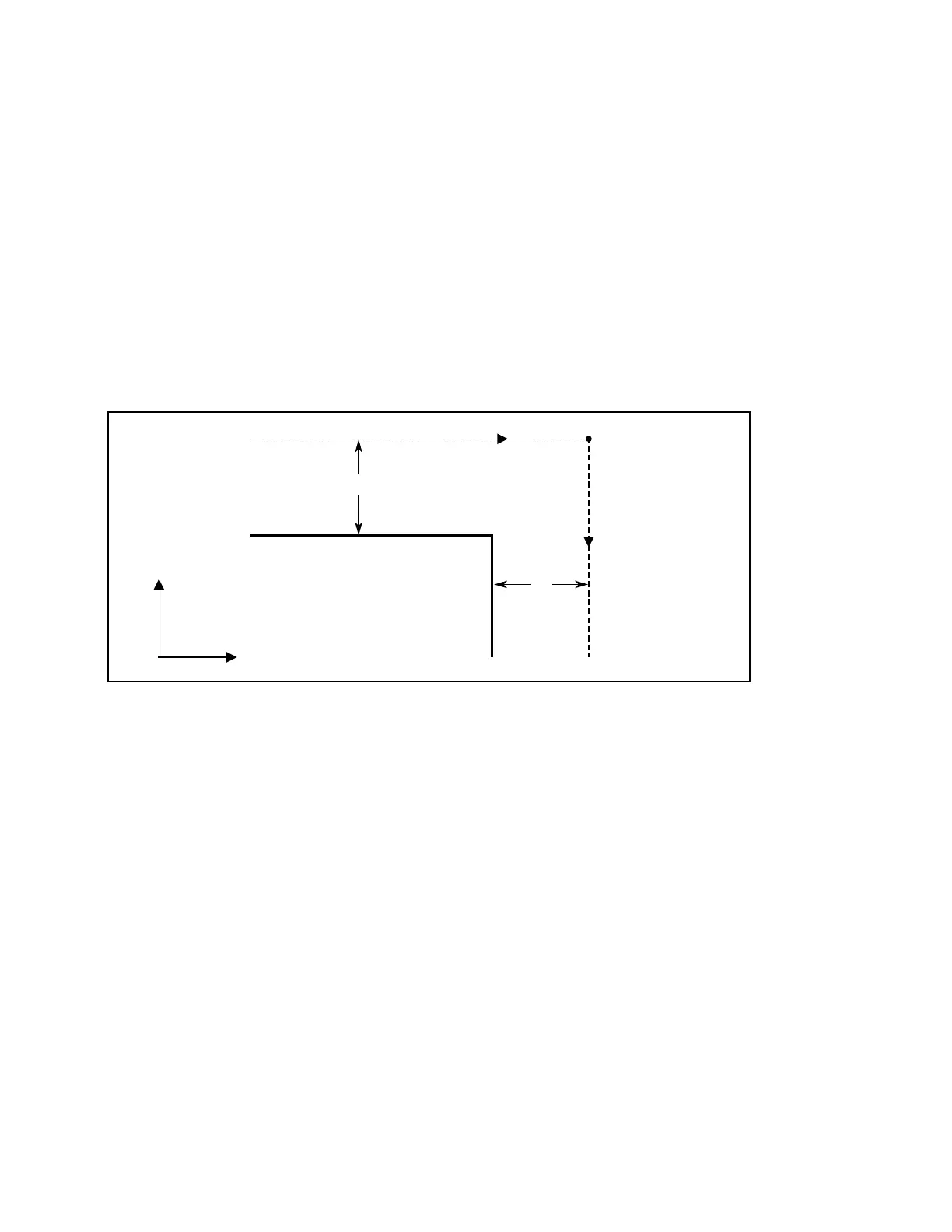
• One “auxiliary function block” between distances in the compensation plane.
CRC/TNRC: One “auxiliary function block” between two movement blocks
S
(N25)
N30
N35
N25
R
R
Y
X
N25 G91 X200
L
F
N30 M08
L
F
N35 Y–100
L
F
Block N30 is executed at point S.
10–10
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
SINUMERIK 880, (PG)
 Loading...
Loading...










