05.91 10 Cutter Radius Compensation (CRC), Tool Nose Radius Compensation (TNRC)
10.9 CRC/TNRC with combination of various block types and in conjunction with contour errors
• Two “auxiliary function blocks” between distances in the compensation plane
CRC/TNRC: Two “auxiliary function blocks” between two movement blocks
N40
N45
S
(N40)
N25
S
(N25)
R
R
y
x
Con-
tour
error
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
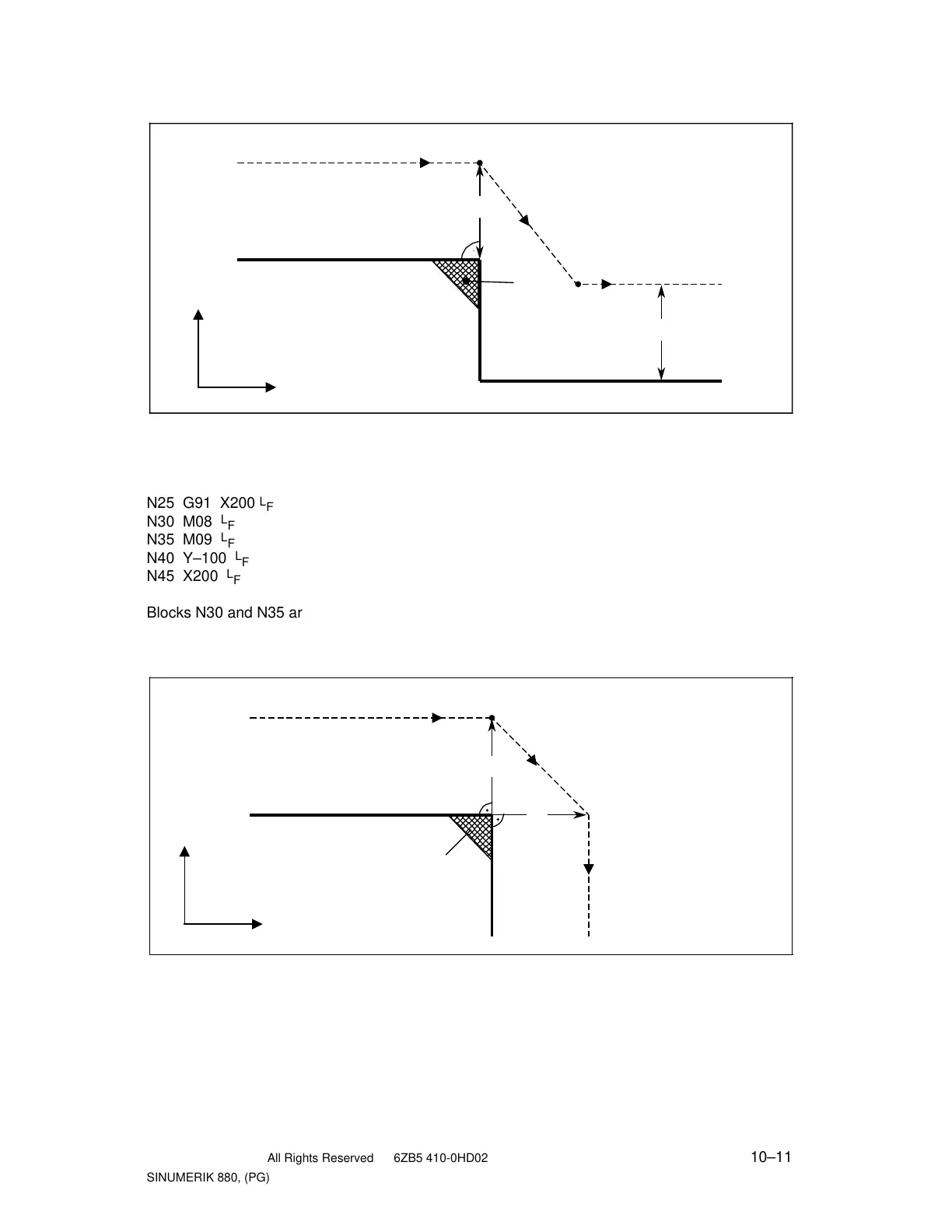
N25 G91 X200
L
F
N30 M08
L
F
N35 M09
L
F
N40 Y–100
L
F
N45 X200
L
F
Blocks N30 and N35 are executed at point S
(N25)
. Contour violation!
• One “distance = 0” block between distances in the compensation plane
CRC/TNRC: One “distance = 0” block
N30
Contour
error
N35
N25
S
(N25)
R
R
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
y
x
S
(N30)
N25 G91 X200
L
F
N30 X0
L
F
N35 Y–100
L
F
Contour violation!
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02 10–11
SINUMERIK 880, (PG)
 Loading...
Loading...










