10 Cutter Radius Compensation (CRC), Tool Nose Radius Compensation (TNRC) 05.91
10.4 Changing direction of compensation
10.4 Changing direction of compensation
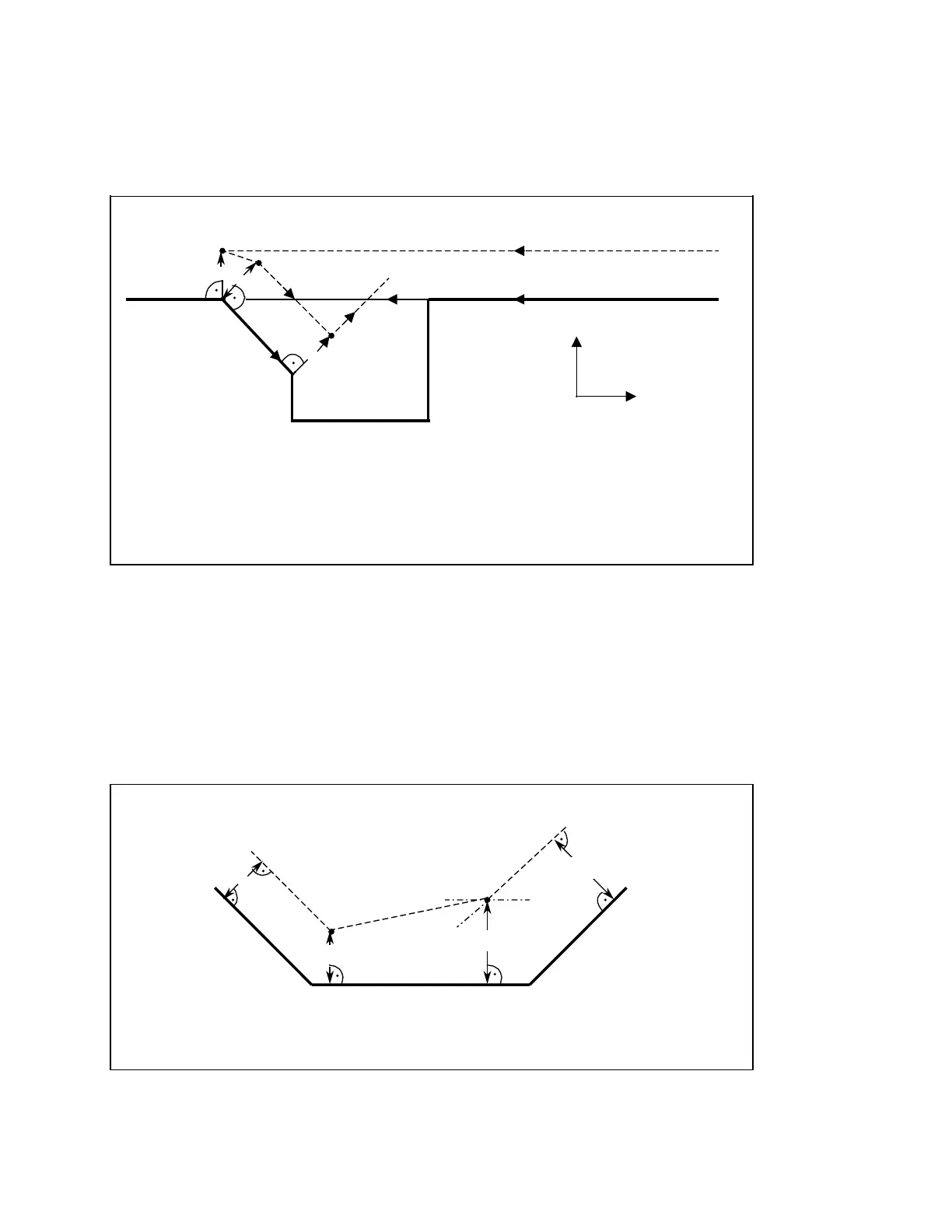
A perpendicular vector with length R is created in the appropriate direction of compensation at
the end position of the block with the old G function (G41, G42) and at the starting position of
the block with the new G function (G41, G42).
Changing direction of compensation
B
R
N60 G40
S
(N50)
G41
S
S
(N50)
N50
G42
N50
N55
A
y
x
.
.
N50 (G42) X.. Y.. (A)
N55 G41 X.. Y.. (B)
N60 G40
.
R
R
10.5 Changing offset number (D..)
When the offset number is changed the following applies:
No block start intersection is calculated with the old compensation: a perpendicular vector with
length R1 is created at the end position of the block with the old offset number; the block end
intersection is calculated with the new compensation.
Changing offset number
R
1
S
(N45)
S
(40)
N45
N50
N40
D01
D02
R2
R
2
R
1
10–6 © Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
SINUMERIK 880, (PG)
 Loading...
Loading...










