3 Directions of Movement, Dimensioning 01.93
3.10 Coordinate rotation
Example:
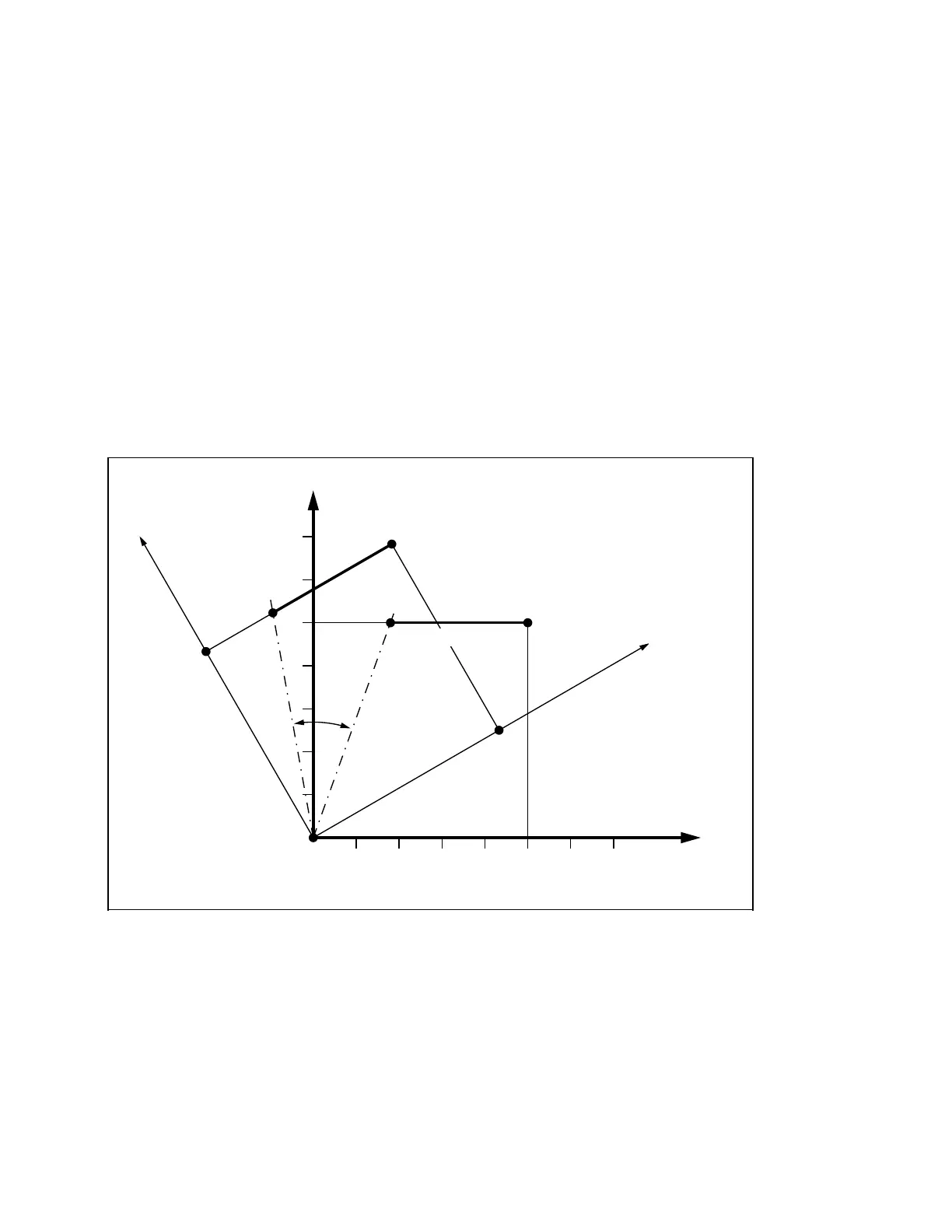
A coordinate rotation of 30° was programmed.
Start position: X0, Z0
%35 L
F
N05 X50 L
F
N10 Z50 L
F
N15 X0 L
F
N20 Z0 L
F
If the program is aborted with "RESET" after block "N10" and then restarted, the programmer
assumes that P1 (X50, Z0 rotated through 30°) will be approached
The program requires the second axis value in order to calculate the end position. If no second
coordinate was programmed, the current actual value of the second axis (Z18.301) is used for
calculation purposes.
The axes thus traverse to position P1' (X50, Z18.301 rotated through 30°) and not, as
expected, to position P1 (X50, Z0 rotated through 30°).
To prevent this,
X50, Z0 must be programmed in block N05.
30°
10 20 30 40 50 60
Z
10
20
30
40
50
60
70
X
X'
X50, Z50
X50, Z18.301
P2
P0=P4
P1
P1'
X52.452,
Z–9.151
P3
Z'
X68.301
Z18.301
70
3–26 © Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
SINUMERIK 880, (PG)
 Loading...
Loading...










