05.91 8 Contour Definition
8.2.2 Chaining of blocks
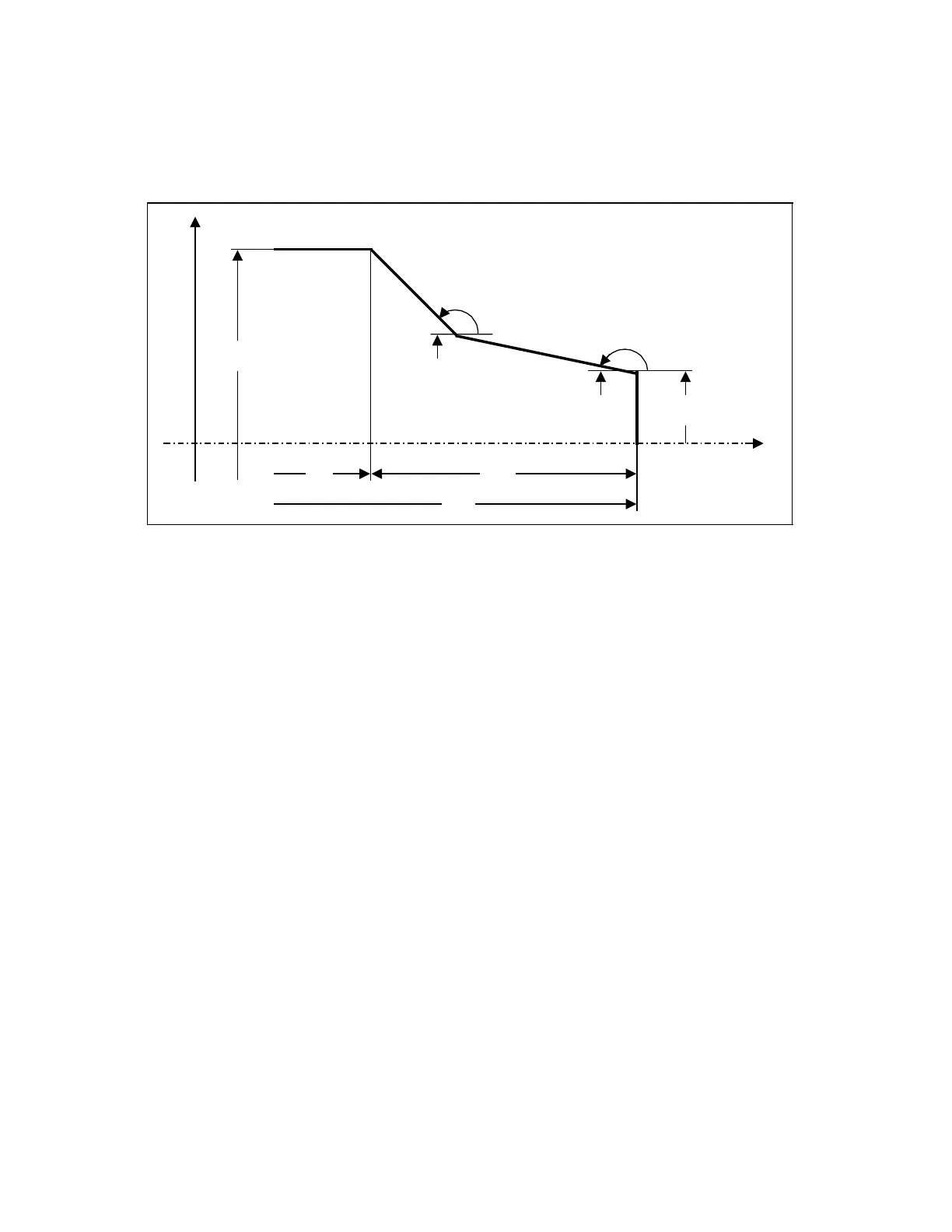
Example 4: Turning machine, external machining
Angle a refers to the starting point; angle b refers to the missing vertex. The end point can be
programmed using absolute position data G90 or incremental position data G91. Both end
point coordinates must be specified. The control determines the vertex from the known starting
point, the two angles and the known end point.
=10°
b=45°
b=135°
a=170°
+Z
+X
105
20 N10
30
100
N05
.
N05 G00 G90 X30. Z105.
L
F
N10 G01 A170. A135. X100. Z20. F . . .
L
F
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
8–9
SINUMERIK 880, (PG)
 Loading...
Loading...










