05.91 9 Tool Offsets
9.2 Turning machine: Tool offset without using tool nose radius compensation (TNRC)
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
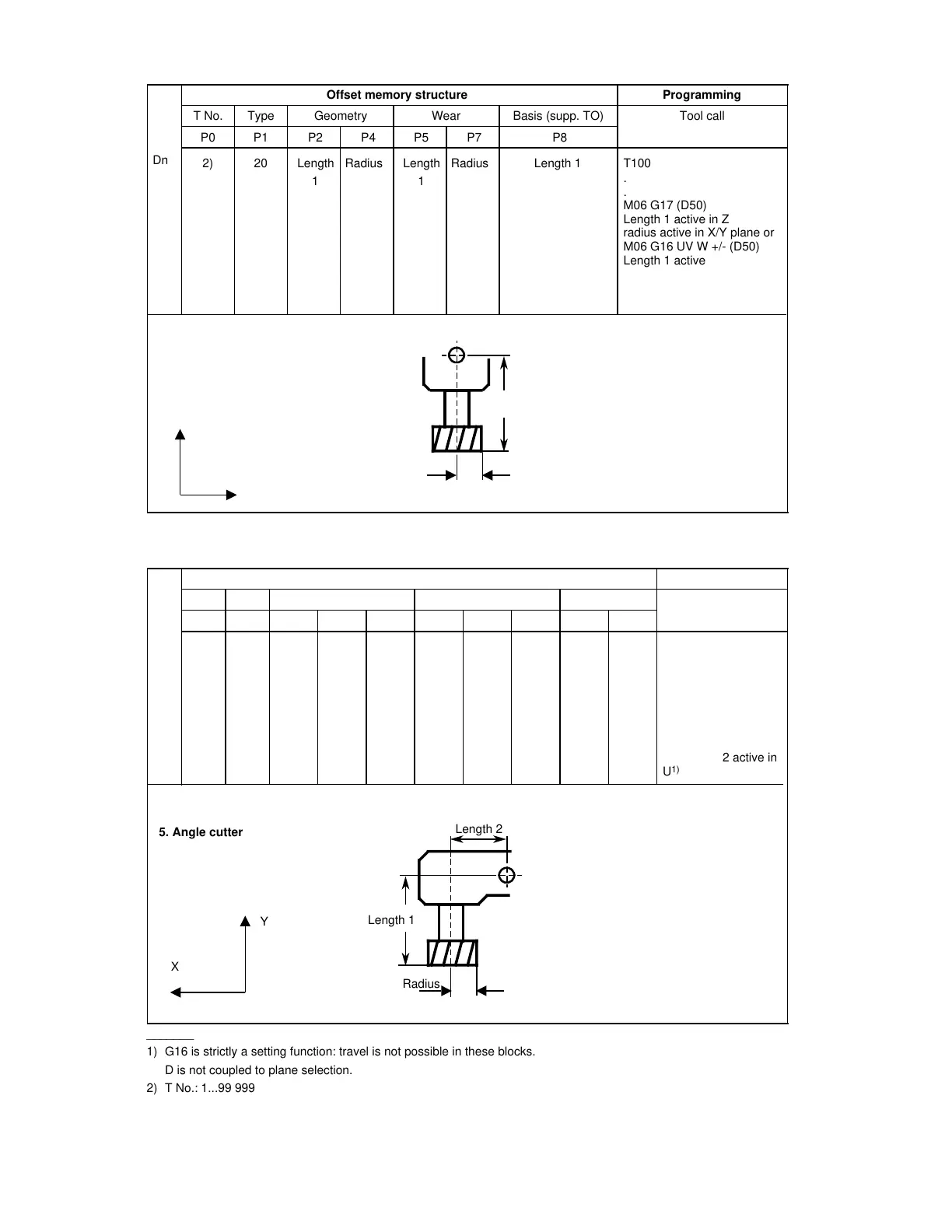
Dn
Offset memory structure
T No.
P0
Type
P1
Geometry
P2 P4
Wear
P5 P7
Basis (supp. TO)
P8
Programming
Tool call
2) 20 Length
1
Radius Length
1
Radius Length 1 T100
.
.
M06 G17 (D50)
Length 1 active in Z
radius active in X/Y plane or
M06 G16 UV W +/- (D50)
Length 1 active in W
radius active in U/V plane
1)
Radius
Length 1
4. End mill
Y
Z
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
Dn
Offset memory structure
T No.
P0
Type
P1
Geometry
P2 P3 P4
Wear
P5 P6 P7
Basis (supp. TO)
P8 P9
Programming
Tool call
2) 30 Length
1
Length
2
Radius Length
1
Length
2
Radius Length
1
Length
2
T100
.
.
M06 G16U V ± Z U
±(D50)
Radius active in U/V
plane length 1 active
in Z length 2 active in
U
1)
Length 2
Radius
Length 1
5. Angle cutter
Y
X
_______
1) G16 is strictly a setting function: travel is not possible in these blocks.
D is not coupled to plane selection.
2) T No.: 1...99 999 999
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
9–5
SINUMERIK 880, (PG)
 Loading...
Loading...










