9 Tool Offsets 05.91
9.5 G40/G41/G42 Intersection cutter radius path compensation (CRC)
Remedy:
Program the functions G58/G59/G33 before selecting the cutter radius compensation, or
cancel the cutter radius compensation (select G58/G33) and then reselect CRC.
When CRC has been selected, including the G40 block, the effective zero offset must not be
changed.
Example:
Cutter centre path
Programmed workpiece contour
Rounding with R
R
R
R
R
30 45 90 120 150
90
Y
N10
N05
N60
N55
N50
N45
N40
N35
N30
N25N15
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
N20
W
X
R = 14.000 mm
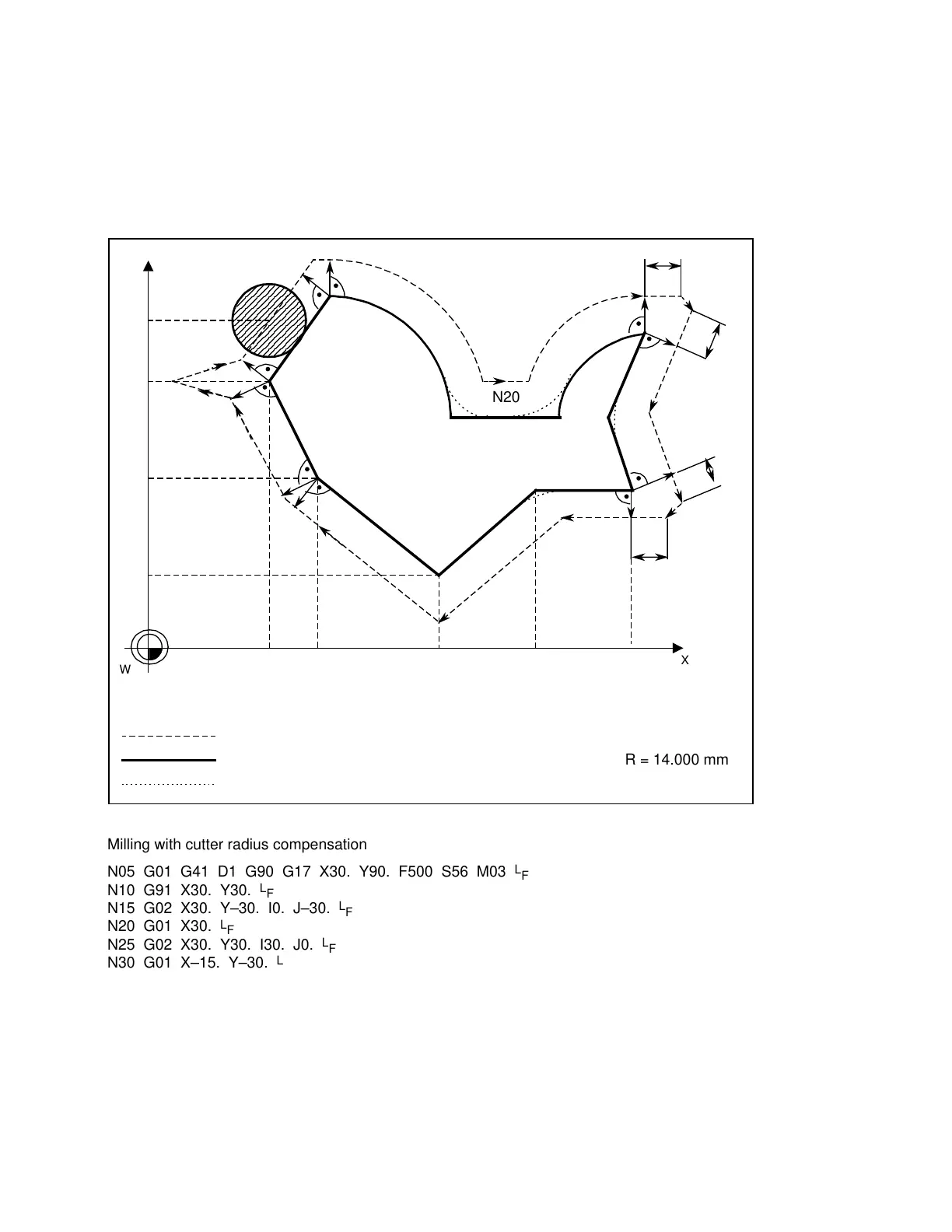
Milling with cutter radius compensation
N05 G01 G41 D1 G90 G17 X30. Y90. F500 S56 M03
L
F
N10 G91 X30. Y30.
L
F
N15 G02 X30. Y–30. I0. J–30.
L
F
N20 G01 X30.
L
F
N25 G02 X30. Y30. I30. J0.
L
F
N30 G01 X–15. Y–30.
L
F
N35 X15. Y–30.
L
F
N40 X–30.
L
F
N45 X–30. Y–30.
L
F
N50 X–45. Y30.
L
F
N55 X–15. Y30.
L
F
N60 G40 G90 X0. Y90.
L
F
N65 ...
9–10
© Siemens AG 1991 All Rights Reserved 6ZB5 410-0HD02
SINUMERIK 880, (PG)
 Loading...
Loading...










