5. Achieving optimum results and avoiding incorrect usage
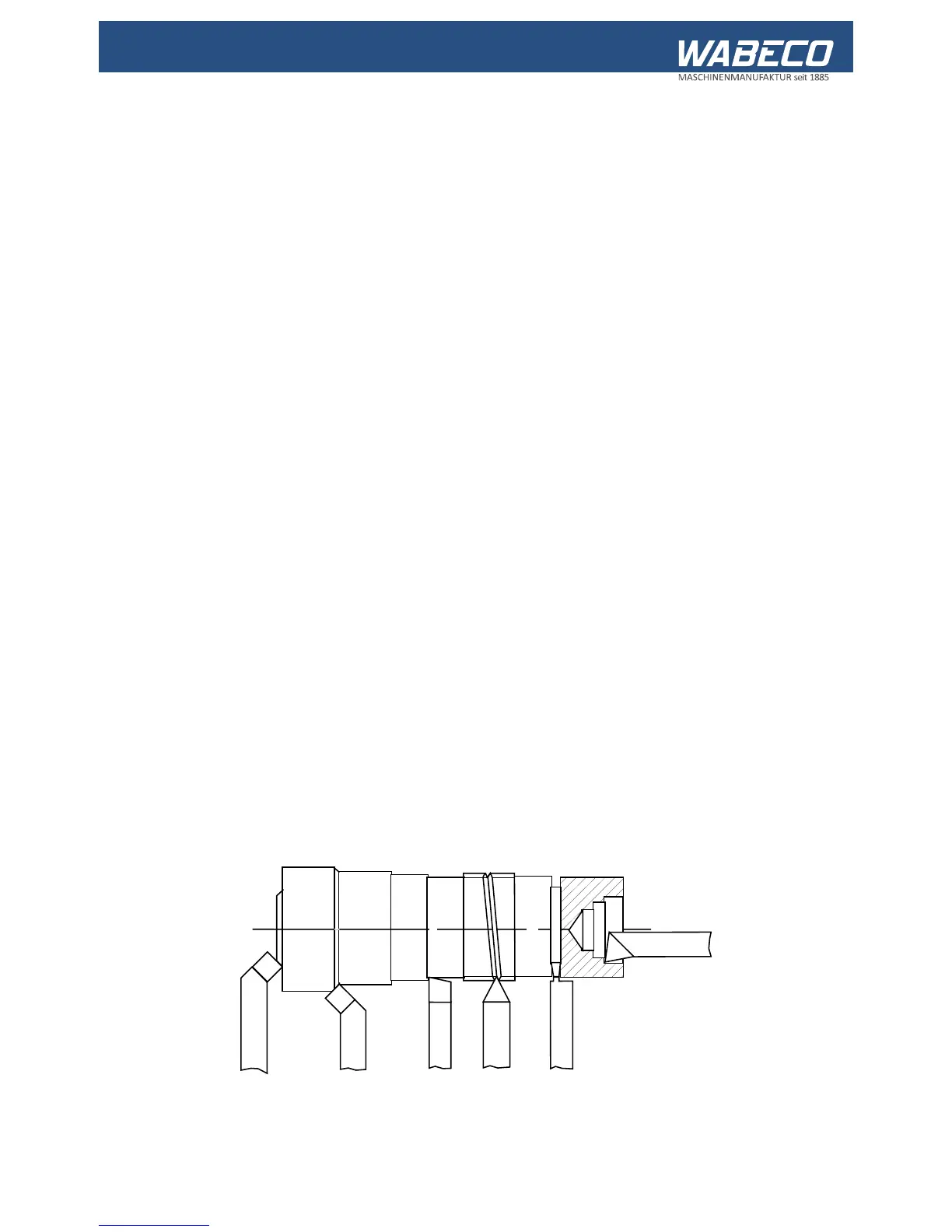
Curved lathe chisel right (2) and left (1)
■ For longitudinal and face turning
■ This is designed to remove as much material as possible in a short time (without paying attention
to the surface created on the work piece).
Offset lateral lathe chisel (3)
■ For longitudinal and face turning
■ Is used for finishing (creating a clean surface).
External thread lathe chisel (4)
■ Is used for cutting external threads
Narrow square-nose cutting tool (5)
■ Is used to cut grooves and cut off work pieces
■ Attention should be paid to the precise height of the centre of the turning steel.
■ Work with low revolutions and cool the tool (cooling via drilling oil or emulsion: acts as lubrication
and removal of shavings).
■ The cutting steel is to be tensioned as short as possible and at a right angle to the rotational axis.
Inner lathe chisel (6)
■ Is used for hollowing out drilled holes.
■ Tension as short as possible to prevent the occurrence of turning steel vibrations (untidy surface).
■ As a result of the forces exerted on the turning steel, the steel must be short and secured firmly.
■ If the lever arm is too long, the lathe chisel will bend and spring back.
■ The cutting edge will penetrate the work piece unevenly and result in a bumpy surface.
■ The turning steel is to be aligned with the centre of the turning element
■ The checking of the height to the centre of the work piece is carried out with the help of the turning
centre point in the tailstock. The height position of the turning steel is achieved by adding even
sheets.