IS-200A
12. Troubleshooting
12-2
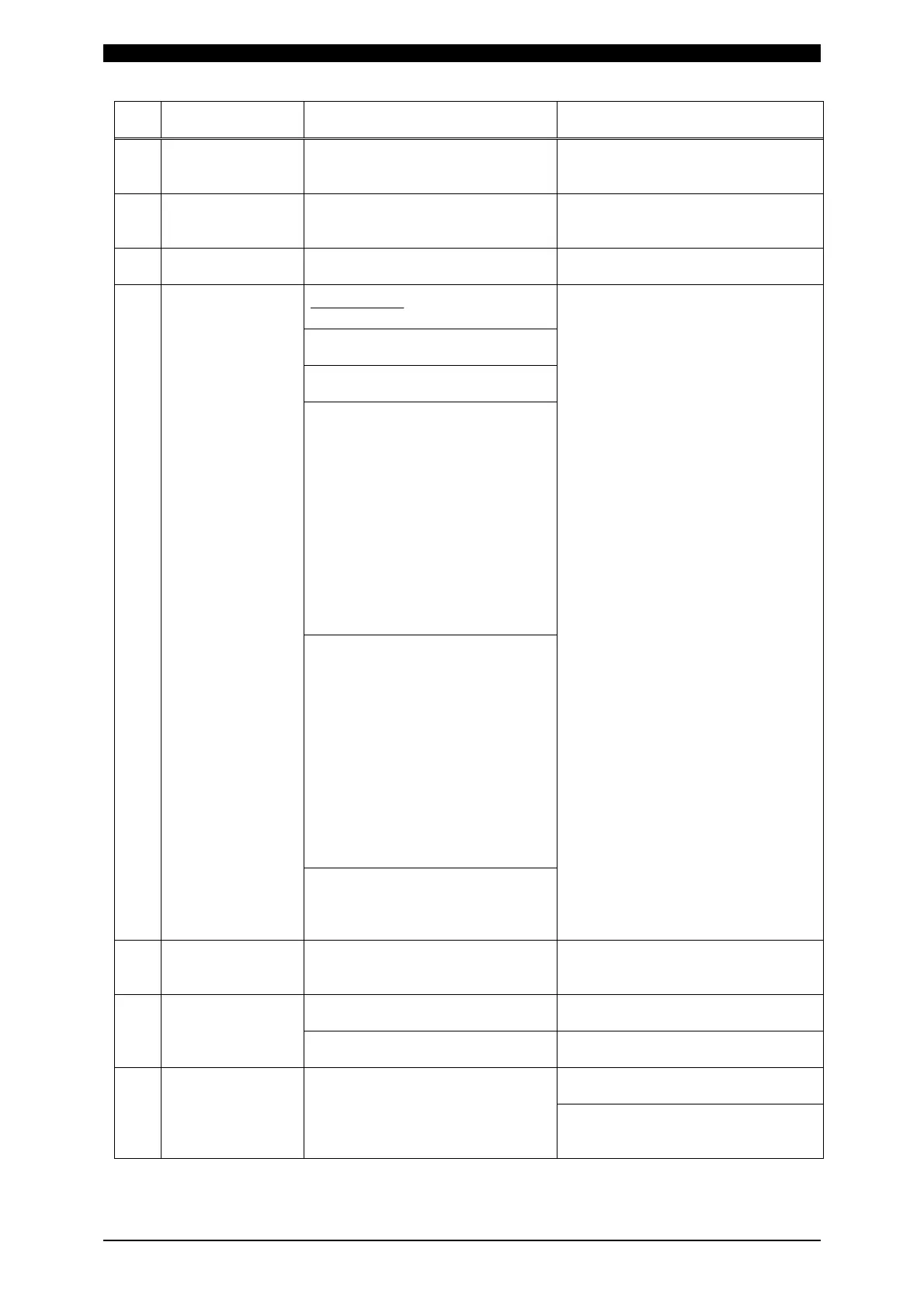
Fault
code
Contents Cause Measures
E-07 Pulse width error
Pulse width of welding current is
out of PULSE HIGH setting range
on MONITOR SET screen.
Check workpiece and welding
electrode.
E-08
Insufficient number
of weld counts
Counted number of welds is less
than WELD COUNT setting.
Add required number of welds to
make up for insufficiency. (See 4.
(8)(a).)
E-09 Step end
STEPPER COUNT has completed
final step.
Dress or replace tip, then reset step.
(See 6. (1)(2).)
E-10
Schedule setting
error
RATIO P/S
HEAT setting
> 200
Correct each setting.
UP SLOPE or DOWN SLOPE is
longer than WELD.
The WELD1, WELD2, and WELD3
values are all “0.”
Although the current in the
subsequent stage is lower than that
in the previous stage or the
currents are equal, Upslope time is
set in the subsequent stage and
COOL is not set between the
previous stage and the subsequent
stage.
Example)
WELD1 = 20 ms 3.0 kA
WELD2 = 40 ms 2.0 kA
COOL1 = 0 ms
UP2 = 10 ms
Although the current in the
subsequent stage is higher than
that in the previous stage or the
currents are equal, Downslope time
is set in the previous stage and
COOL is not set between the
previous stage and the subsequent
stage.
Example)
WELD2 = 50 ms 3.0 kA
WELD3 = 70 ms 4.0 kA
COOL2 = 0 ms
DOWN2 = 20 ms
lthough STEPPER MODE is set to
ON, STEPPER COUNT of STEP
number set for START ON STEP#
are all “0.”
E-11 Increase ratio error
HEAT setting, including RATIO
setting is larger than max. value of
current, voltage, or power setting.
Correct each setting. (See 4. (9).)
E-12 Emergency stop
External emergency stop input
circuit is open.
Rectify cause of emergency stop, and
then close stop circuit.
Power supply for external input is
not connected.
Check external input signal for proper
connection.
E-13 Overcurrent
Primary current above the limit is
detected.
Check for welding transformer and
welding electrode problems.
Check that the toroidal coil or the
voltage detecting cable is connected
in the secondary control.