IS-200A
4. How to Operate Screens
4-15
(7) MODE SELECT Screen
-MODE SELECT
DELAY START SET 20ms
START SIG.MODE MAINTAINED
END SIG.TIME 200 ms END SIG. MODE 1
PARITY CHECK OFF STEPPER MODE OFF
WELD COUNT OFF RE-WELD OFF
WELD TIME ms
PAGE DOWN
▽
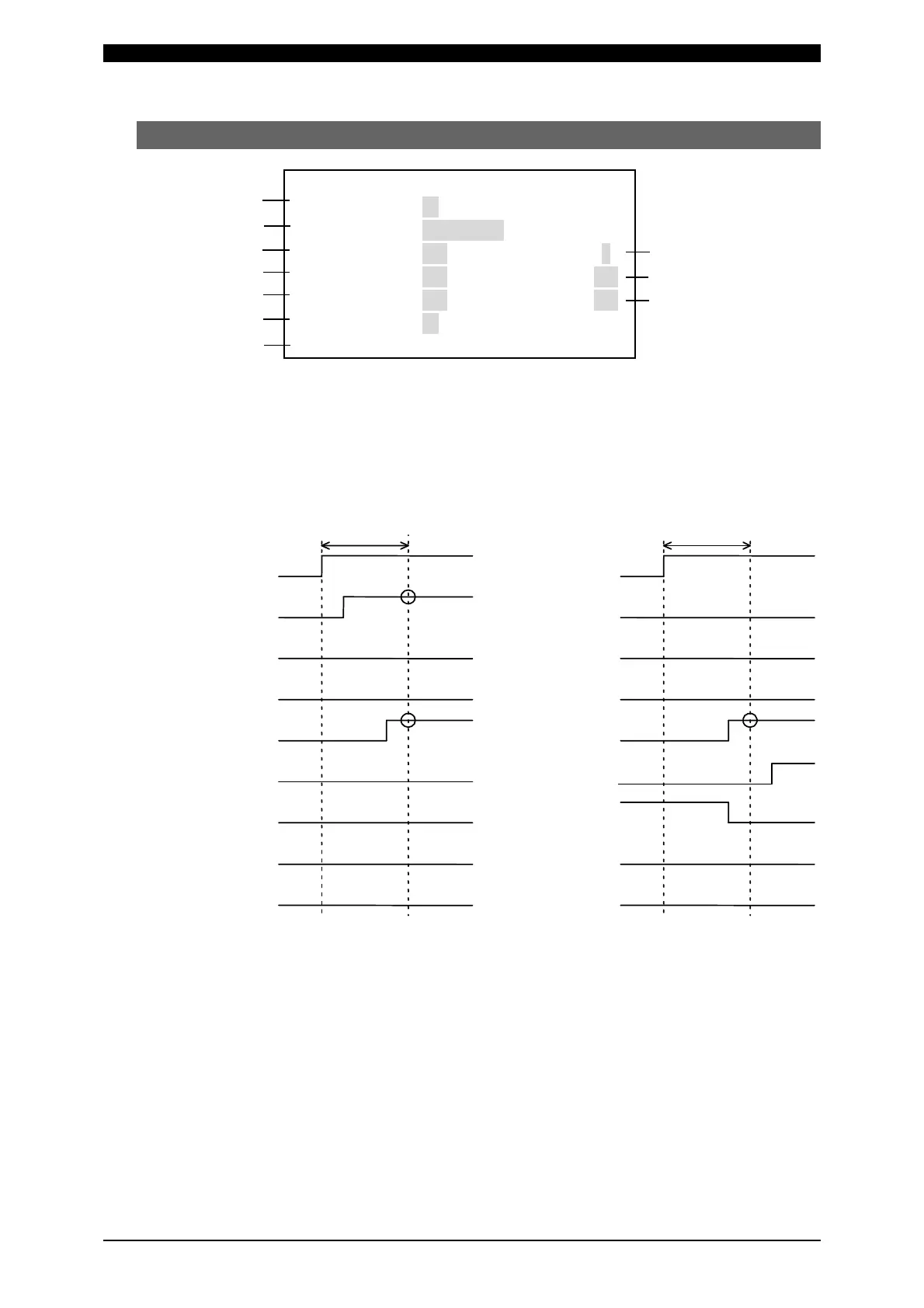
(a) DELAY START SET
One welding condition is determined via DELAY START SET, a value
corresponding to chatter prevention time, after a start signal is input. The DELAY
START SET period can be set in a range from 1 to 20 ms, in units of 1 ms.
DELAY START SET Setting
OFF
SCH128
OFF OFF OFF
OFF
ON
OFF
OFF
OFF
ON
ON
(B)
OFF 2ND STAGE
OFF
OFF
OFF
OFF
OFF
ON
OFF
ON
ON
OFF
ON
OFF
OFF
OFF
(A)
OFF 2ND STAGE
OFF SCH1
OFF SCH2
OFF SCH4
OFF SCH8
OFF SCH16
OFF SCH32
OFF SCH64
DELAY START SET Setting
OFF
OFF
SCH128
SCH1
SCH2
SCH4
SCH8
SCH16
SCH32
SCH64
In Fig. (A), schedule signals 1 and 8 are ON. Therefore, welding is performed
using schedule No. 9. In Fig. (B), only schedule signal 8 is ON. As a result,
welding is performed using schedule No. 8.
Schedule signals 16 and 32 are invalid because they are OFF when the schedule
is determined.
(Note) When DELAY START SET is 1 ms or 2 ms
The schedule number when the 2ND STAGE signal is received is selected.
Therefore, in Fig. (A) above, the schedule number is not selected and the
schedule signal input error occurs. When DELAY START SET is 1 ms or 2
ms, input the schedule signal in advance before the 2ND STAGE signal is
received.
(d)
(f)
(h)
(a)
(b)
(c)
(e)
(g)
(i)
(j)
 Loading...
Loading...



