IS-200A
12. Troubleshooting
12-1
12. Troubleshooting
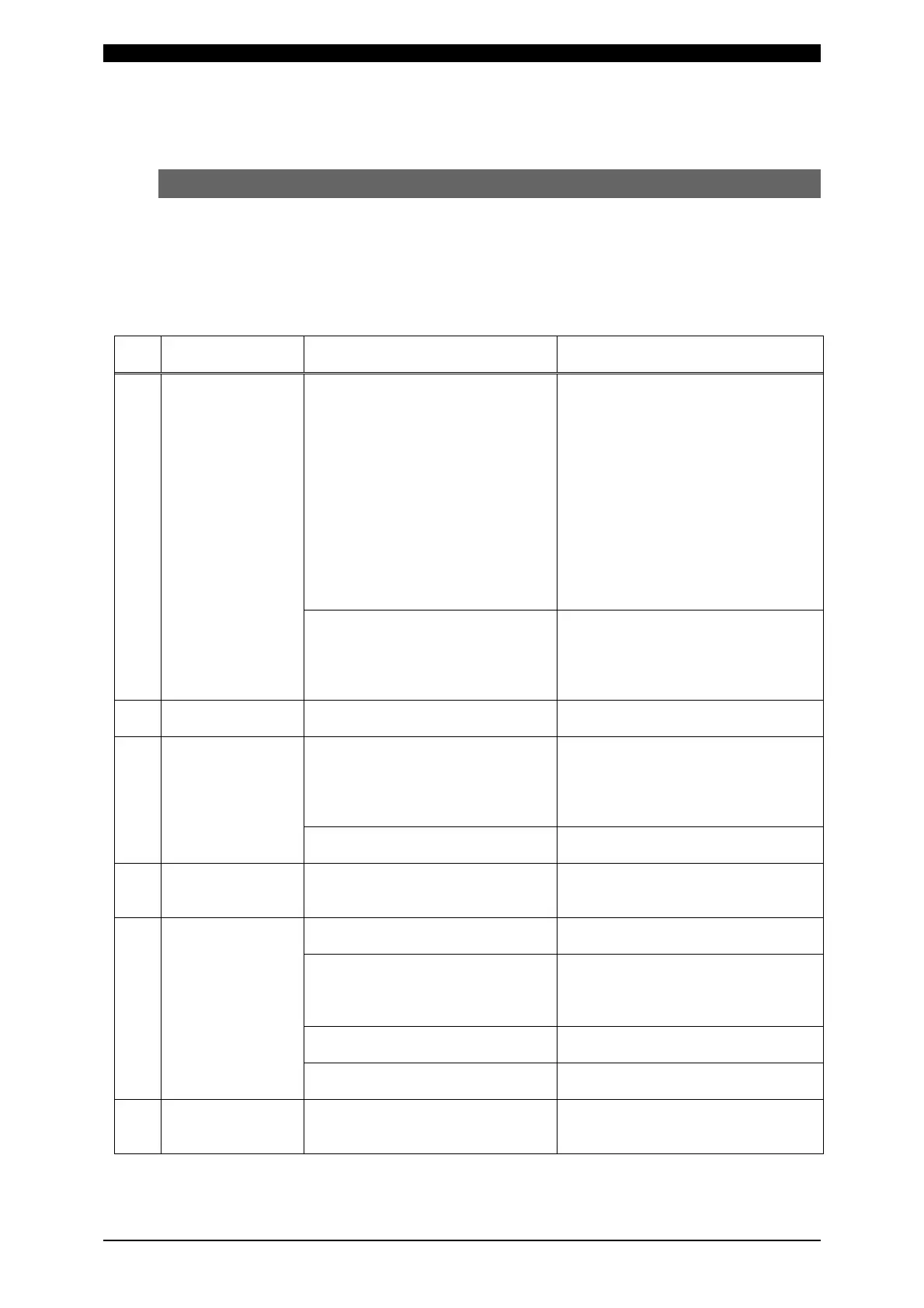
(1) Fault Code List
In the event of a problem with the Power Supply, the MA-627A displays the fault
code and message.
In such cases, read this section carefully, then inspect the equipment and take the
necessary countermeasures. If you have any questions, consult us or your
distributor.
Fault
code
Contents Cause Measures
E-01 Setting data error
The welding schedule data is
different from the programmed one.
Check all the settings. If the data in
memory is damaged, the following
are possible causes:
Generation of powerful power
supply or electrostatic noise
Abnormal supply voltage
resulting, for example, from
lightening or induced lightening
Flash memory’s rewrite limit
exceeded
If the error occurs again after
initialization, the Power Supply needs
repair. Contact us.
When writing data in bi-directional
communication mode at external
communication, data which is out of
the range is written or data format is
wrong.
Check the write data.
E-02 Start input error
Cable to input start signal is broken,
and a parity check error is detected.
Check start signal input cable.
E-03
External
transformer
thermostat error
Temperature of welding
transformer rises and external
thermostat input circuit opens.
Lower temperature of transformer.
When using water-cooled
transformer, properly adjust
temperature and flow rate of cooling
water.
External signal input power is not
connected.
Check external input signal for proper
connection.
E-04
IGBT thermostat
error
Internal temperature of equipment
rises and thermostat for power
transistor in power unit is open.
Ensure that the duty cycle does not
exceed the specified value. (See 9.
(3).)
E-05
No-current error
(Secondary or
primary current is
not detected)
Squeeze of welding electrode is not
sufficient.
Adjust squeeze of welding electrode
adequately.
SQD or SQZ time is too short.
Check setting of SQD or SQZ time to
determine whether it is too short. (Set
SQD or SQZ time to a period longer
than the stroke time of the electrode.)
NO CURRENT LEVEL is high.
Set a lower NO CURRENT LEVEL.
(See 4. (8)(c).)
Fuse inside the equipment is blown.
The fuse needs replacement. Contact
us.
E-06 Current error
Welding current is out of
CURRENT setting range on
MONITOR SET screen.
Check for stained welding electrode
or loose cable connection.