54
Manual version: 1.10 / Jan. 2011
Manual rev.: 1
Údržba stroje
Wartung /
Machine smaintenance
4.4. Cooling agents and chips disposal
The quality of the cooling
agent will deteriorate due to:
If the solution is too weak: If the solution is too strong:
• use of contaminated water
• impurity
• outside oil contamination
(hydraulics, gears)
• high operating temperatures
• lack of air circulation
• wrong concentration
corrosion protection is
diminished
• lubrication decreases
• microbial attack is more likely
• the cooling ability is decreased
• foam behaviour increases
• emulsions stability deteriorates
• sticky residue develops
4.4.1. Coolant device inspection
The state of the cooling agent has significant influence on the cutting quality and on
the operational life of the machine. Lifetime of the cooling liquid is 1 year, after this time
we recommend change the cooling liquid. This time is dependent on the degree of
pollution cooling liquid (especially with oils) and on the other factors.
Check level of the cooling liquid and function of the pump periodically!
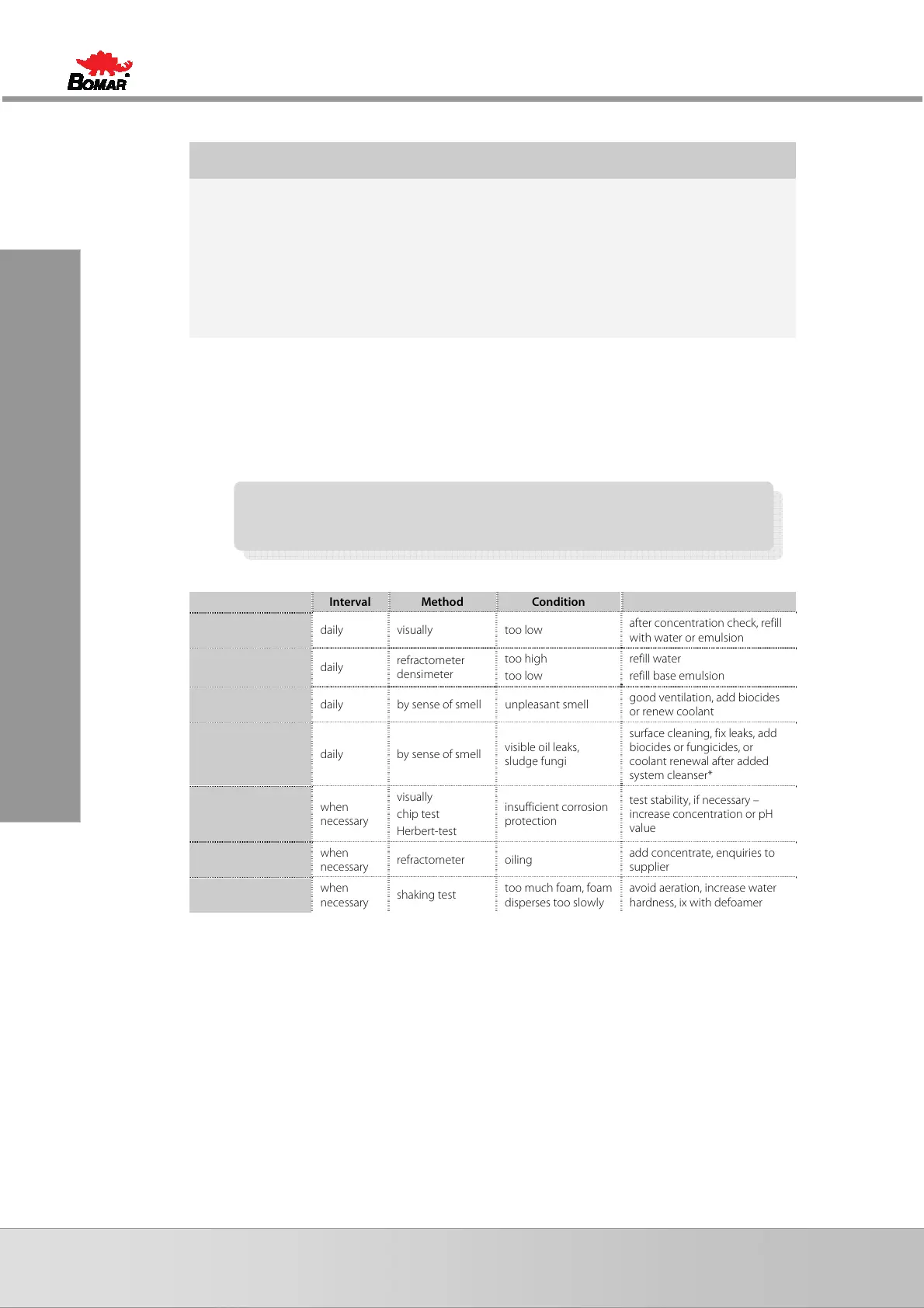
Check the state of the cooling agent according to the following table:
Testing Interval Method Condition Precaution
Liquid level daily visually too low
after concentration check, refill
with water or emulsion
Concentration daily
refractometer
densimeter
too high
too low
refill water
refill base emulsion
Smell daily by sense of smell unpleasant smell
good ventilation, add biocides
or renew coolant
Contamination
daily by sense of smell
visible oil leaks,
sludge fungi
surface cleaning, fix leaks, add
biocides or fungicides, or
coolant renewal after added
system cleanser*
Corrosion-
protection
when
necessary
visually
chip test
Herbert-test
insufficient corrosion
protection
test stability, if necessary –
increase concentration or pH
value
Stability
when
necessary
refractometer oiling
add concentrate, enquiries to
supplier
Foam reaction
when
necessary
shaking test
too much foam, foam
disperses too slowly
avoid aeration, increase water
hardness, ix with defoamer
* According to manufacturers’ instructions
4.4.2. Chips disposal
Chips resulting from cutting operations must be disposed of in accordance with the
relevant regulations.
• Let the chips drip excess fluid!.
• Fill a watertight container with the chips! Be careful that the container does not
leak, because even after a long dripping time, they still contain coolant residue.
• Place the container into the care of a disposal company equipped for the disposal of
chips contaminated with cooling liquid. In case the machine is equipped with micro-
spray installation, the chips must also be handed over to a disposal company.
Note:
If the state of the cooling liquid is not satisfactory, the cooling
liquid must be changed.