Assembly
5.1 Preparatory work
M3560-02en Edition 09/2022 27
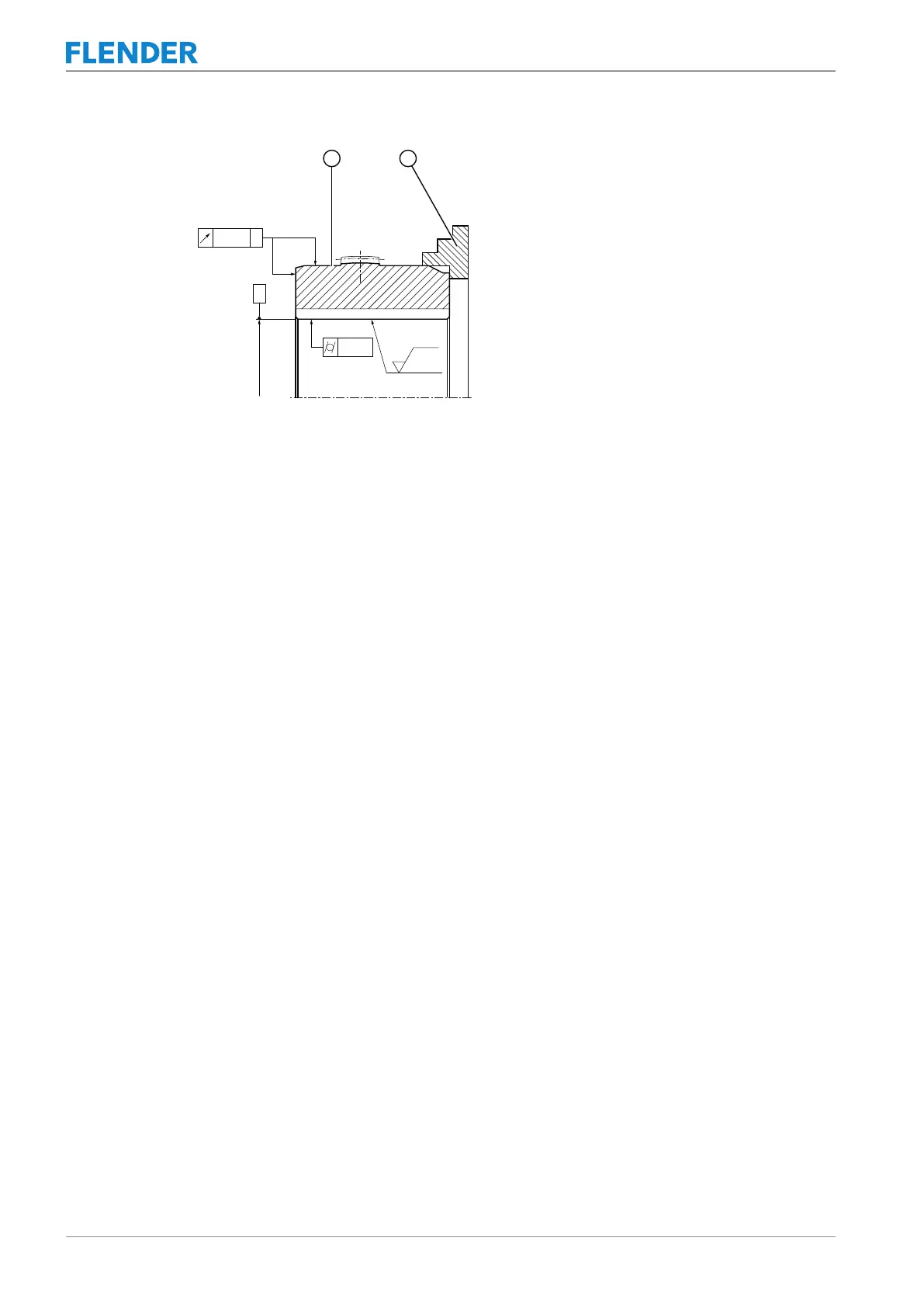
Figure5-1:Tolerances for the finished bore in coupling part 1 (1) or 2 (2)
① Sealing surface
② Clamping chuck
5.1.2 Mill the parallel keyway5.1 Preparatory work
Applicable standards
• For one parallel keyway, machine it according to DIN6885/1ISOP9.
• For two parallel keyways, machine them according to DIN6885/1ISOJS9.
• If you want to mill a parallel keyway that does not correspond to DIN6885/1, please con-
sult Flender.
5.1.3 Machining an axial locking mechanism5.1 Preparatory work
The coupling part 1/2 (1 or 2) is secured by a set screw or an end plate to prevent axial
movements.
Please consult Flender if you want to use an end plate.
Note the following when using a set screw:
• Diameter and axial position of the threaded hole in the hub
• Position of the threaded hole with respect to the parallel keyway
• Selection of the set screw
Diameter and axial position of the threaded hole in the hub
The following diagram shows the axial position of the threaded hole.