Assembly
5.2 Mounting the coupling
M3560-02en Edition 09/2022 31
NOTICE
Damage to property
Damage to the shaft end, the coupling parts and/or the parallel key.
• Note the handling instructions regarding assembly of the coupling parts.
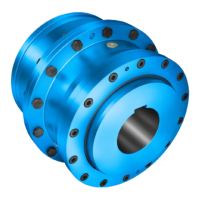
Assembly of the coupling comprises the following steps:
• Assembling coupling parts with shaft-hub connection using a parallel key (Page31)
• Assembling coupling parts with shaft-hub connection using a pressurised oil interference
fit (Page32)
• Assembling the coupling (Page33)
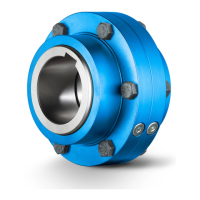
5.2.1 Assembling coupling parts with shaft-hub connection using a parallel key5.2 Mounting the coupling
Procedure
1. Unscrew the set screw until a collision with the parallel key or the shaft is no longer pos-
sible.
2. Clean the bores and shaft ends.
3. Lubricate the cleaned flanged sleeve keyway and then insert the O-rings (12).
4. Lubricate the gear of the flanged sleeves (5).
5. Place the flanged sleeve (5) onto the shaft before mounting the coupling parts 1 (1) and
2 (2).
6. Coat the bores of coupling parts 1 (1) and 2 (2) and the shafts with MoS
2
assembly
paste (e.g. MicrogleitLP405).
7. Smear the parallel keyway in the area of the set screw using sealing compound (50).
8. Mount coupling parts 1 (1) and 2 (2) on the shaft.
WARNING
Danger due to bursting of the coupling
If you do not observe the information stipulated here when assembling coupling parts with
a tapered bore, then this can cause the coupling to burst in operation. There is a risk of
fatal injury from flying fragments. If a coupling bursts in an area at risk of explosion, then
this can result in an explosion.
• Mount coupling parts 1(1) and 2(2) with conical bore and parallel keyway on the shaft
in cold condition. Apply sealing compound (50) to the front of the hub on the shaft
face. Secure the coupling parts 1 (1) and 2 (2) with suitable end plates without pulling
the coupling parts 1 (1) and 2 (2) further onto the taper (fitting dimension = 0) or ac-
cording to the dimension drawing provided.
Information
Coupling parts with cylindrical bore
To make assembly easier, you can heat coupling parts 1 (1) and 2 (2) with cylindrical bore
up to a maximum of 80°C if required.