DMC-1000 Chapter 6 Programming Motion • 47
5000 counts/sec Speed
500000 counts/sec Acceleration
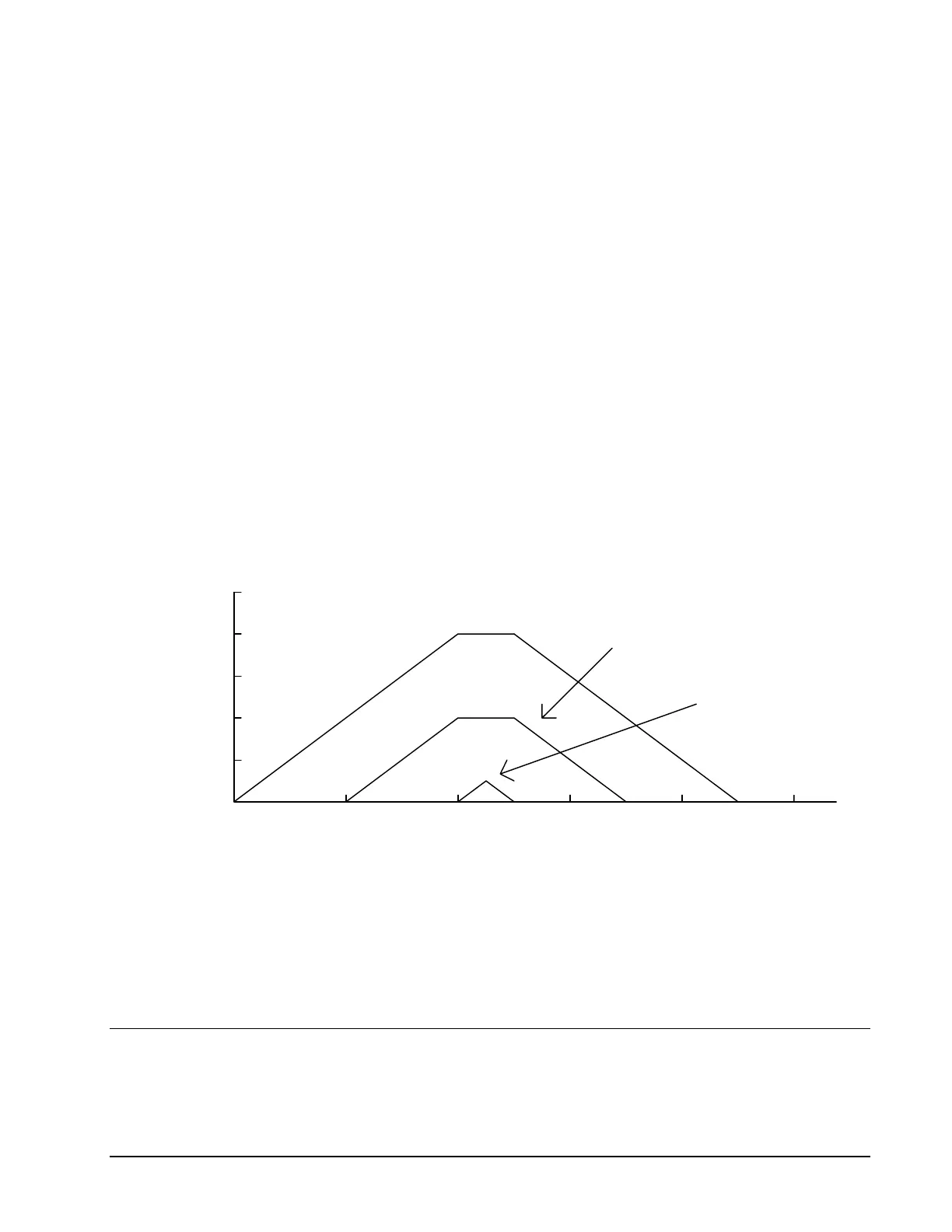
This example will specify a relative position movement on X, Y and Z axes. The movement on each
axis will be separated by 20 msec. Fig. 6.1 shows the velocity profiles for the X,Y and Z axis.
#A Begin Program
PR 2000,500,100 Specify relative position movement of 1000, 500 and 100 counts for X,Y and Z
axes.
SP 15000,10000,5000 Specify speed of 10000, 15000, and 5000 counts / sec
AC 500000,500000,500000 Specify acceleration of 500000 counts / sec
2
for all axes
DC 500000,500000,500000 Specify deceleration of 500000 counts / sec
2
for all axes
BG X Begin motion on the X axis
WT 20 Wait 20 msec
BG Y Begin motion on the Y axis
WT 20 Wait 20 msec
BG Z Begin motion on Z axis
EN End Program
VELOCITY
(COUNTS/SEC)
20000
10000
5000
15000
20
40 60
80
TIME (ms)
100
X axis velocity profile
Y axis velocity profile
Z axis velocity profile
0
Figure 6.1 - Velocity Profiles of XYZ
Notes on fig 6.1: The X and Y axis have a ‘trapezoidal’ velocity profile, while the Z axis has a
‘triangular’ velocity profile. The X and Y axes accelerate to the specified speed, move at this constant
speed, and then decelerate such that the final position agrees with the command position, PR. The Z
axis accelerates, but before the specified speed is achieved, must begin deceleration such that the axis
will stop at the commanded position. All 3 axes have the same acceleration and deceleration rate,
hence, the slope of the rising and falling edges of all 3 velocity profiles are the same.
Independent Jogging
The jog mode of motion allows the user to change speed, direction and acceleration during motion.
The user specifies the jog speed (JG), acceleration (AC), and the deceleration (DC) rate for each axis.
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com