DMC-1000 Chapter 6 Programming Motion • 67
Increment 1 DX=48 Time=4 DT=2
Increment 2 DX=240 Time=8 DT=3
Increment 3 DX=48 Time=16 DT=4
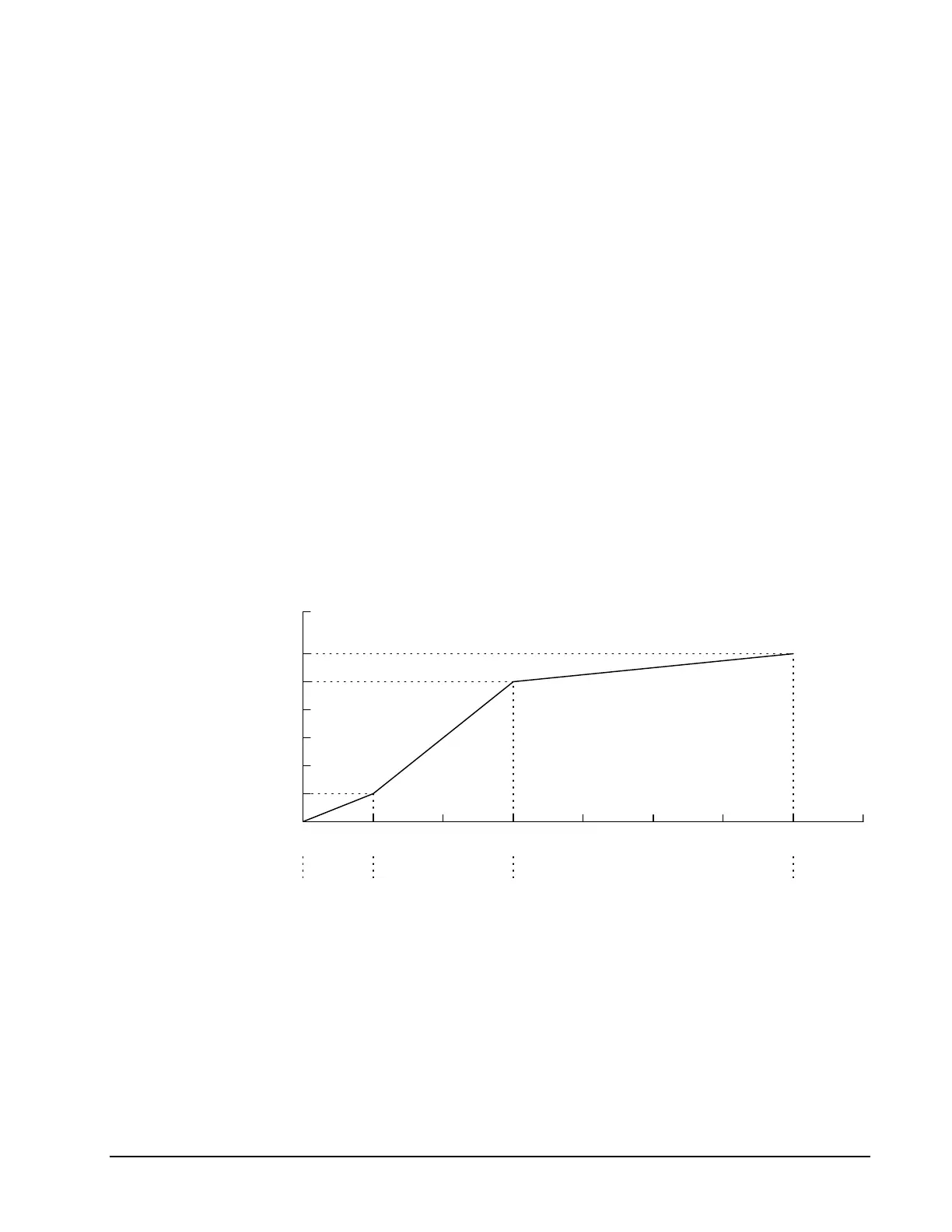
When the controller receives the command to generate a trajectory along these points, it interpolates
linearly between the points. The resulting interpolated points include the position 12 at 1 msec,
position 24 at 2 msec, etc.
The programmed commands to specify the above example are:
#A
CMX Specifies X axis for contour mode
DT 2 Specifies first time interval, 2
2
ms
CD 48;WC Specifies first position increment
DT 3 Specifies second time interval, 2
3
ms
CD 240;WC Specifies second position increment
DT 4 Specifies the third time interval, 2
4
ms
CD 48;WC Specifies the third position increment
DT0;CD0 Exits contour mode
EN
POSITION
(COUNTS)
240
96
48
192
TIME (ms)
0
48
12
16
20 24
28
288
336
SEGMENT 1 SEGMENT 2 SEGMENT 3
Figure 6.4 - The Required Trajectory
Additional Commands
The command, WC, is used as a trippoint "When Complete". This allows the DMC-1000 to use the
next increment only when it is finished with the previous one. Zero parameters for DT followed by
zero parameters for CD exit the contour mode.
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com