DMC-1000 Chapter 6 Programming Motion • 69
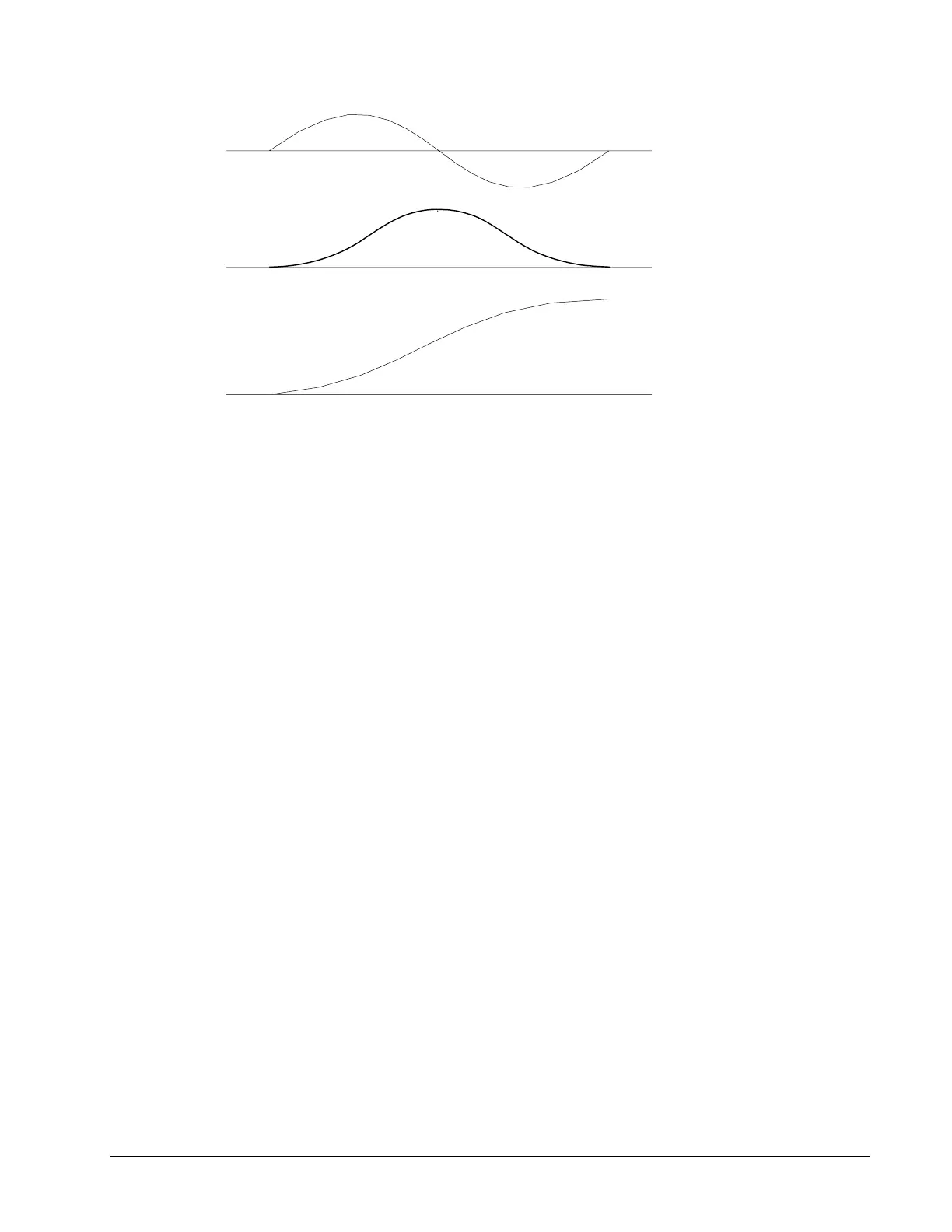
Figure 6.5 - Velocity Profile with Sinusoidal Acceleration
The DMC-1000 can compute trigonometric functions. However, the argument must be expressed in
degrees. Using our example, the equation for X is written as:
X = 50T - 955 sin 3T
A complete program to generate the contour movement in this example is given below. To generate
an array, we compute the position value at intervals of 8 ms. This is stored at the array POS. Then,
the difference between the positions is computed and is stored in the array DIF. Finally the motors are
run in the contour mode.
Contour Mode Example:
Instruction Interpretation
#POINTS Program defines X points
DM POS[16] Allocate memory
DM DIF[15]
C=0 Set initial conditions, C is index
T=0 T is time in ms
#A
V1=50*T
V2=3*T Argument in degrees
V3=-955*@SIN[V2]+V1 Compute position
V4=@INT[V3] Integer value of V3
POS[C]=V4 Store in array POS
T=T+8
C=C+1
JP #A,C<16
#B Program to find position differences
C=0
#C
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com

 Loading...
Loading...
