Weld334m - User’s manual
F364-SEV and F385-SEV Proportional Servovalve Modules
31
Code: 33036400
33038500
7. F364-SEV and F385-SEV: Proportional Servovalve Modules
The F364-SEV or F385-SEV module (housed internally on the F353-ADC card) is an
analogue driver with two outputs: a voltage output and a current output used to pilot a
proportional servovalve.
The proportional servovalve is able to adjust the pressure inside a pneumatic circuit
automatically on the basis of an analogue voltage or current signal from the welding control
device. The welding gun pneumatic cylinder converts the pressure in the pneumatic circuit
into an electrode closing force.
This function is of great importance for process quality. The electrode closing force, the
time during which current flows and the welding current are the three main parameters
that determine welding quality.
With the proportional servovalve the electrode closing force can be kept under control.
For use and programming of the proportional output, please see the Control Device
Programming Manual.
7.1
Servovalve Adjust:
The pressure servovalve must be adjusted for two operating conditions: the first is the line
pressure under machine stopped conditions; the latter refers to the working pressure of the
cylinder.
These adjustments are dependent on the settings entered in the Setup menu and in the
welding program (see Programming Manual).
On the basis of these settings, the Weld334m pilots the analogue voltage output over a
range from 0 to 10V or the analogue current output over a range from 4 to 20 mA.
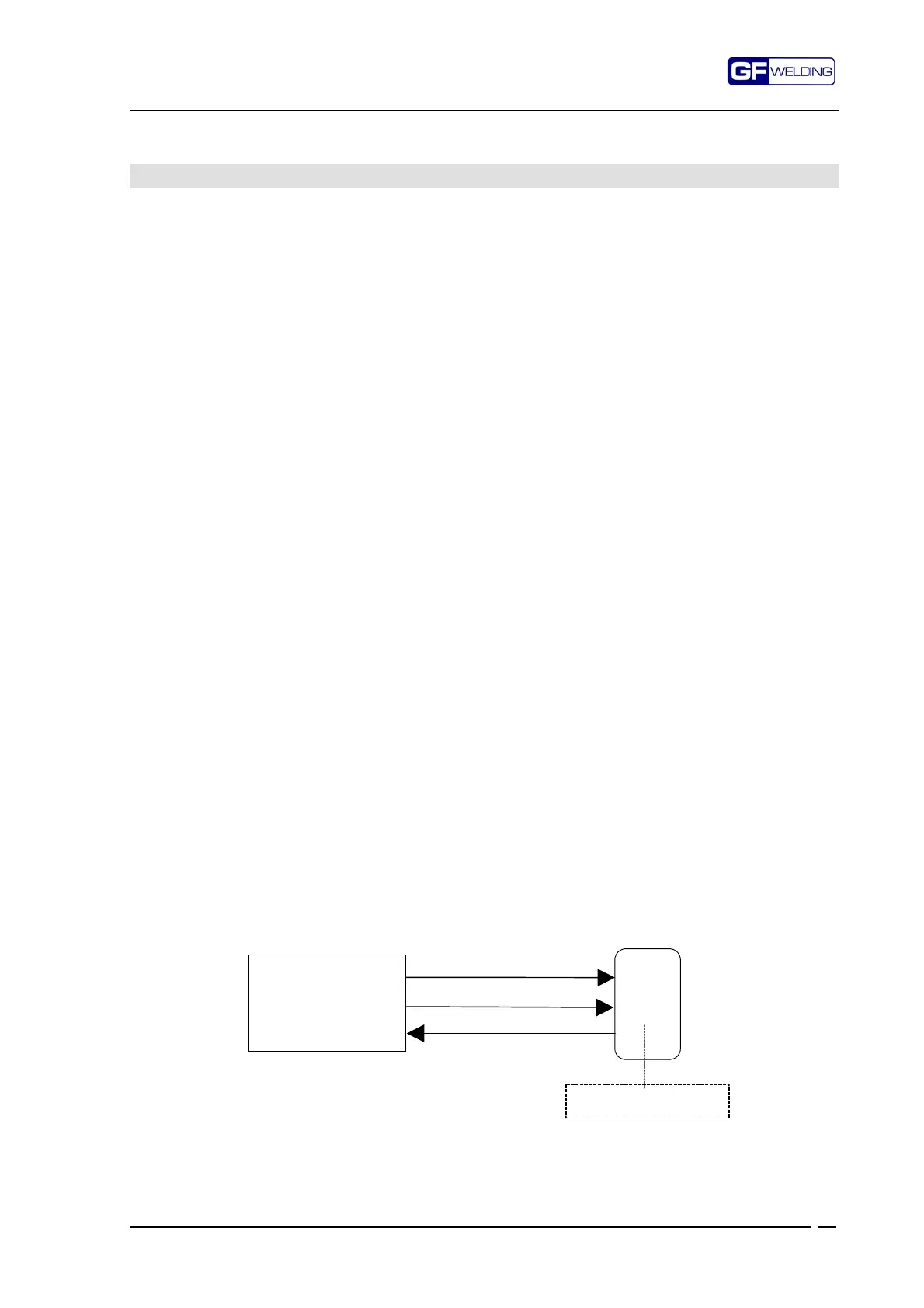
The control can enable/disable the servovalve by means of the signal ENSERV.
After a welding sequence has been selected, the control pilots the analogue output on the
basis of the parameters P1 and P2 set in the welding programme. The guns close and the
electrodes reach the requested closing force.
Before carrying out the welding operation, the control device waits for the STSERV signal
from the servovalve, which confirms that the rated pressure has been attained. It then
imparts the welding pulse.
If the STSERV signal fails, the cycle stops under pressure and welding is not done.
If the servovalve is used with the current analogue output 4 – 20 mA, the continuity control
can be enabled on the output circuit, so if connection with the servovalve is interrupted the
welding cycle is also interrupted. (present from F364-D version onwards)
If the servovalve is not used, the
«PRESSURE-OK Input mode»
parameter in the Setup
menu is set to zero.
For the connections, see application diagrams
EVP
WELD334m
ENSERV
Analogue signal
STSERV
Pneumatic circuit