Weld334m - User’s manual
78
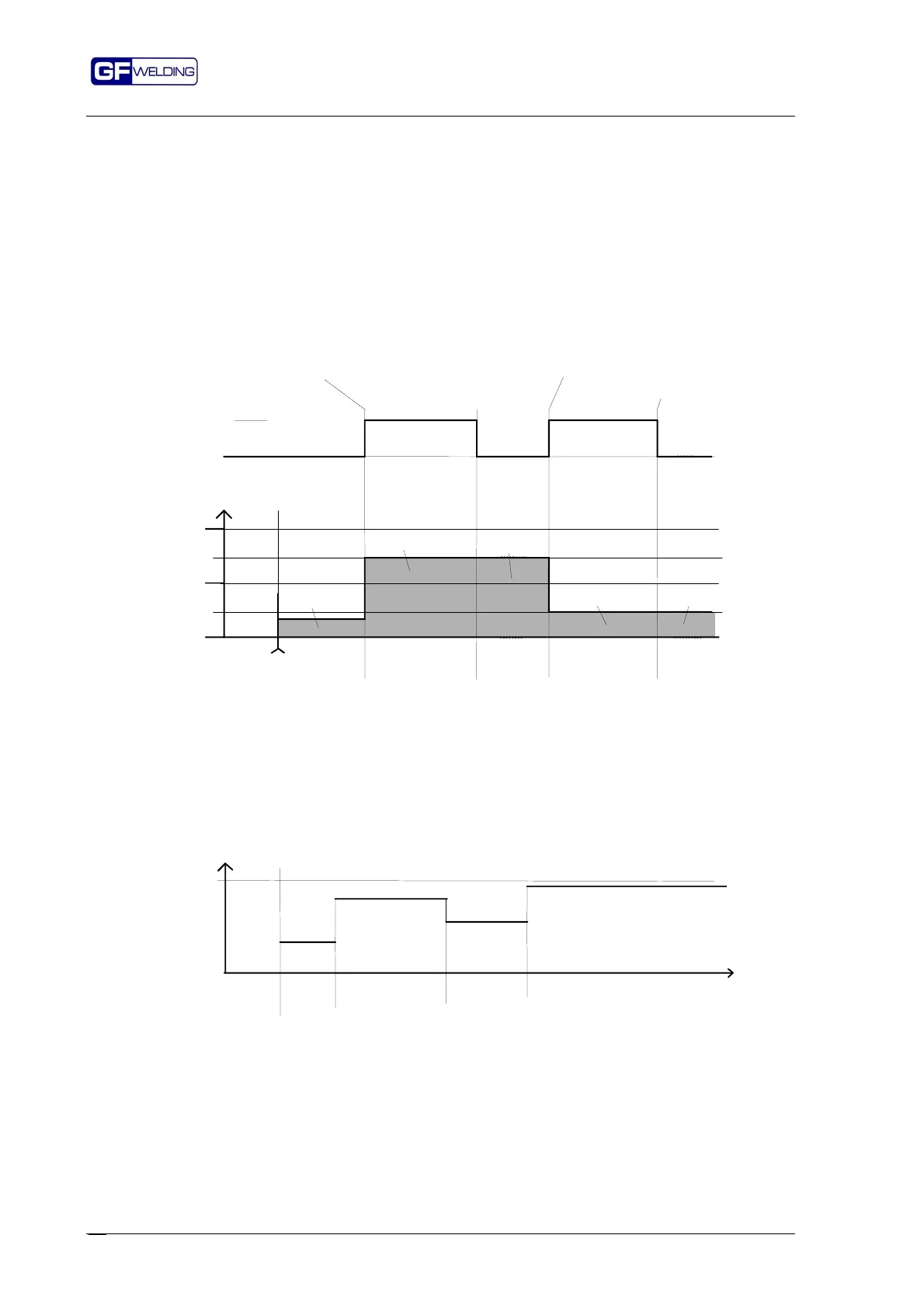
7 – Proportional Servovalve operating diagram
WELD GUN
VALVE
OFF
ON
START CYCLE
PROGRAM 1
(EV1=75%)
START CYCLE
PROGRAM 2
(EV1=25%)
EOCYCLE
PGM 1
EOCYCLE
PGM 2
Pressure %
100
75
50
25
0
xxxxxx
OFFEST = 20
EV1, of program 1
HOLD THE VALUE
VALUE
EV1, of program 2
HARDWARE RESET OR
CONTROL SWITCH-ON
t
Pressure % = Output air pressure, percentage of input pressure.
Examples: with: 5 bar input & EV1 @ 50 %; servovalve output = 2,5
" " " " " 75 % " " = 3,75
" " " " " 100 % " " = 5 bar (servovalve drop
not considered)
Servovalve parameters description:
OFFSET : 0 - 100 % ( active only after a reset; until a start cycle ) Stored in Setup function
EV1 : 0 - 100 % Nominal value during welding cycle Stored in each program
EV2 : 0 - 100 % Pressure variation value. Stored in each program
Change is done after n cycles; and in mode according the 5 available profiles
HOLD THE VALUE
t
When the weld program code change (at the physical discrete inputs, or by serial line fielbus as Interbus-S or
Profibus DP or DeviceNet) immediatly the servovalve command output will be upgrated according the EV1 value
stored in the program choosed. Also without the Start signals. This function is always active.
Pressure
%
0
100
xxxx
offset
HARDWARE RESET OR
CONTROL SWITCH ON
WELD PROGRM
CHANGE CODE
(i.e. # 1
WELD PROGRM
CHANGE CODE
(i.e. # 2
WELD PROGRM
CHANGE CODE
(i.e. # 3
t
All changes without start cycle command