Weld334m - User’s manual
F360-IOB I/O Basic card
39
P21 – Functional description of signals
Pin Signal Function
9 FINE SEQ.
Output active at 24V.
At the end of frequency cycles (electrode opening), the control device
activates this output and terminates the sequence.
If Repeat Function is enabled, the End of Sequence is not performed and
the control device goes on starting from pressure cycles. (See diagrams
relevant to cycle time on the programming manual)
10
11
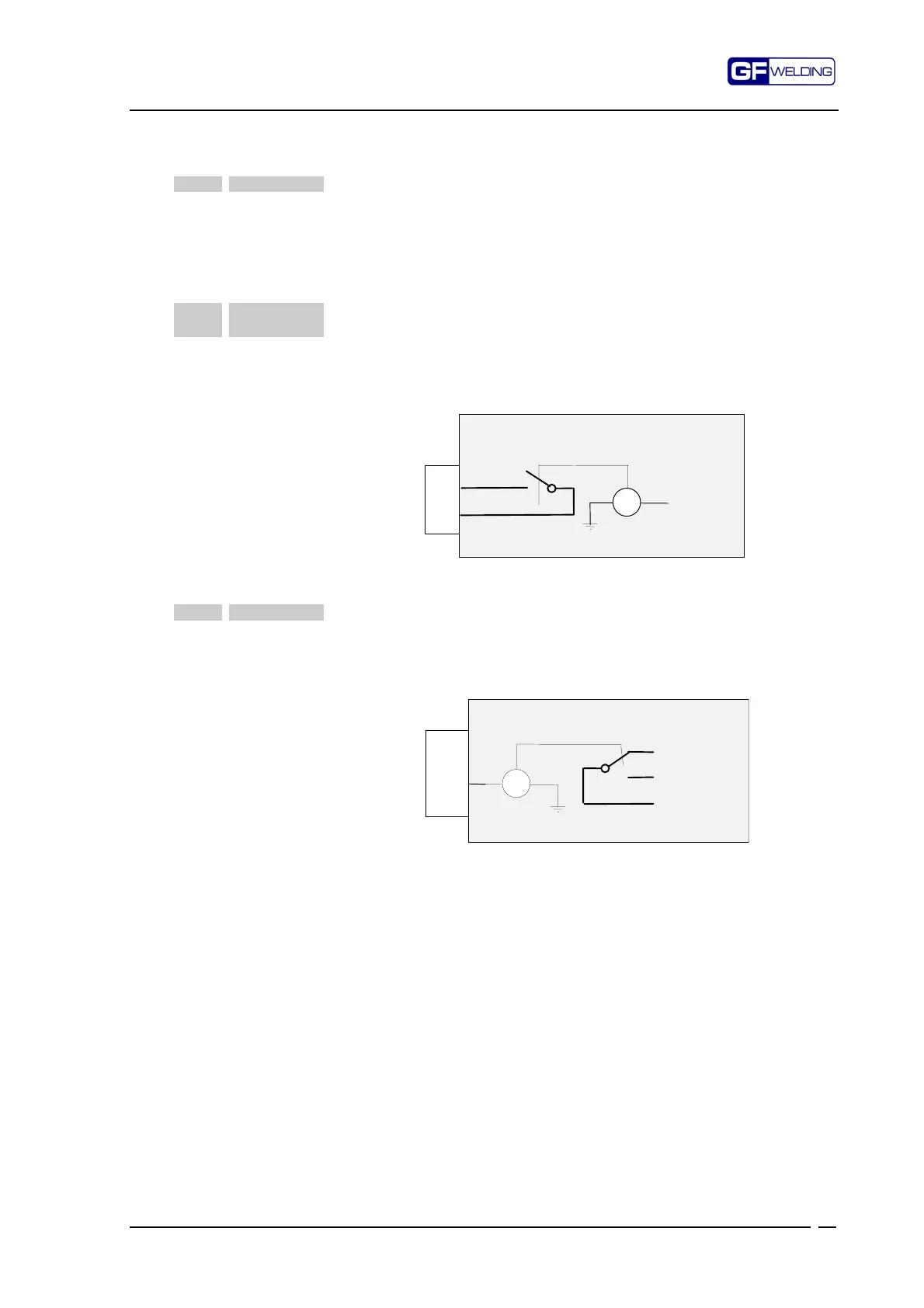
RICHSALD
+
RICHSALD-
Output.
NO relay contact.
At the end of the pressure cycles, the control device, ready to execute
the welding pulse, activates the request for welding and waits for the
consent (CONSALD - CONS. TO WELDING).
It needs a common wire (contact 11) connected to 24V.
P21
10
11
RICHSALD
Commun
RICHSALD
R
.for Weld
K
F360-IOB
For the connection, refer to application diagrams
12 CONSALD
Consent to welding.
Input active at 24V.
The consent to welding is the enable signal for welding; it is an indication
that the welding machine is ready. It is tested after the Request for
Welding Signal has been activated.
When not in use, this input is to be connected to 24V.
F360-IOB
P21
12
CONSALD
24V
CONSALD
(
Cons. to Weld)
K
For the connection, refer to application diagrams