HEIDENHAIN MANUALplus 4110 Executing Programs 11.5
Tool compensation
Note:
Tool compensation values can be applied during program execution.
Tool compensation values are saved together with the other tool data.
The new compensation value entered is added to the existing values, and is effective
immediately.
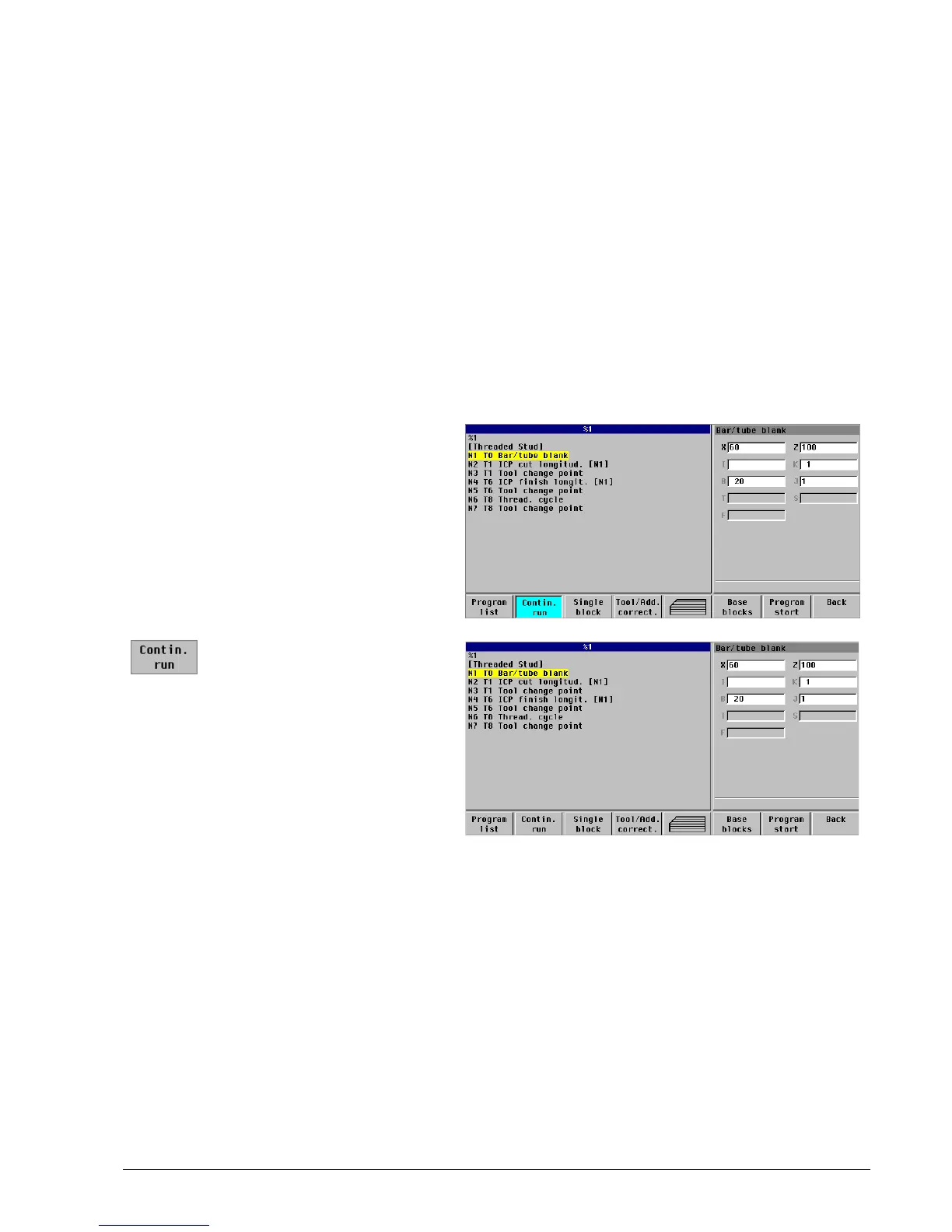
In the following example of a threaded stud, program run is stopped after the finishing cycle. The
workpiece is measured in the machine. The tool compensation is then entered and the finishing
cycle is repeated.
Interrupt the program run
Initial situation: Several workpieces
have already been produced. The
finishing tool is worn.
Deactivate the “Continuous
run” mode:
Press the Continuous run
soft key

 Loading...
Loading...


