HEIDENHAIN MANUALplus 4110 Recess Machining Example 9.4
Create the “Form roll” cycle program
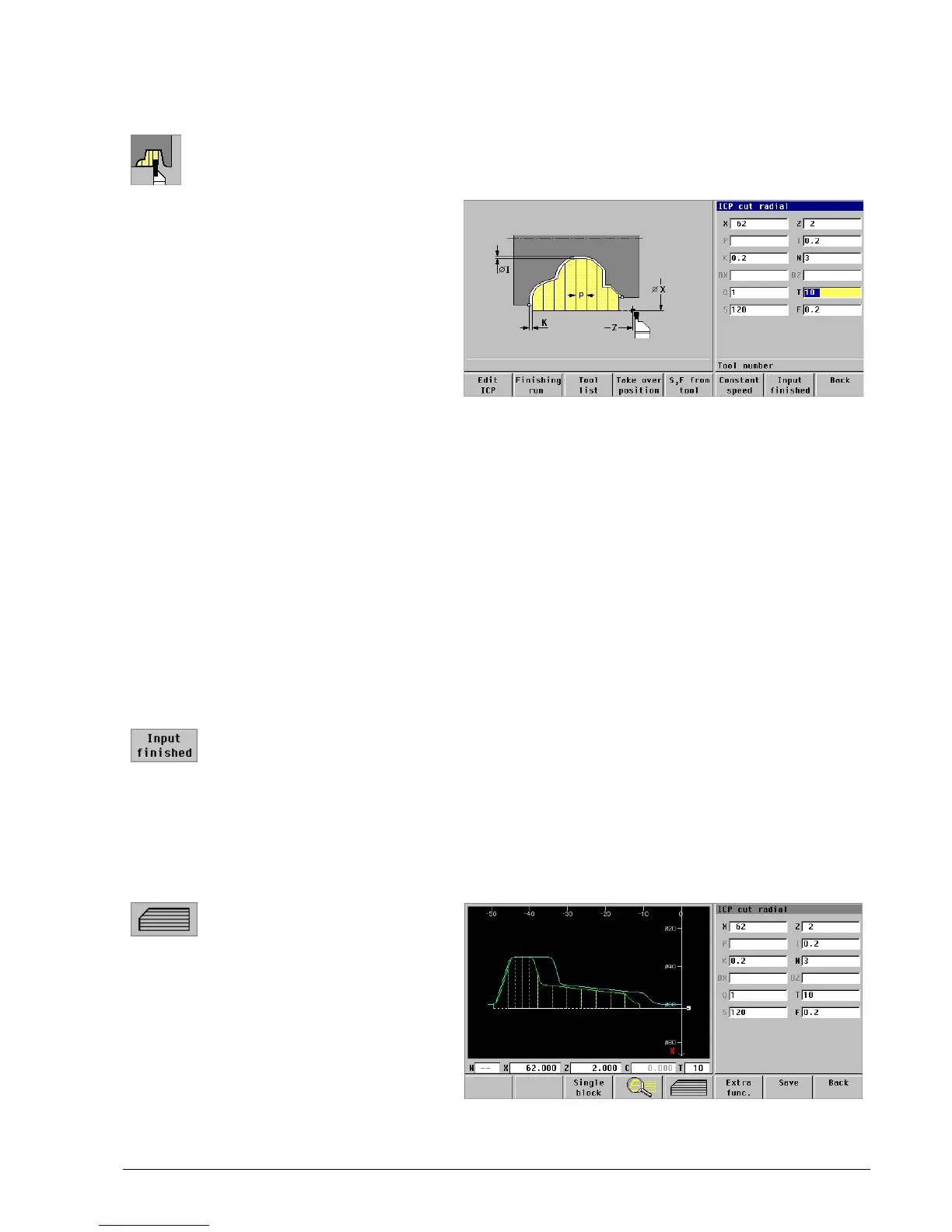
Run a graphic simulation of the cycle
The tool-path simulation accounts for the exact geometry of the tool tip. Therefore, this
simulation is recommended for the recessing process.
Press the ICP cut radial
menu key
Enter the cycle parameters:
Starting point X: 62 mm
Starting point Z: 2mm
Recessing width P: No entry
(The recessing width is derived from
the “cutting width” tool parameter.)
I oversize X: 0.2 mm
K oversize Z: 0.2 mm
ICP contour number N: 3
(For programming of the ICP contour,
see Page 11)
Distance DX to the subsequent
recess: No entry
Distance DZ to the subsequent
recess: No entry
Q number of recess cycles: 1
Tool number T: 10
Cutting speed S: 120 m/min
Feed rate per revolution F:
0.2 mm/rev
Assume the tool number and technology
data from the tool file.
Press the Input finished
soft key
Press the Graphics soft key

 Loading...
Loading...


