HEIDENHAIN MANUALplus 4110 Surface Machining Example 8.3
Create the “Matrix” cycle program
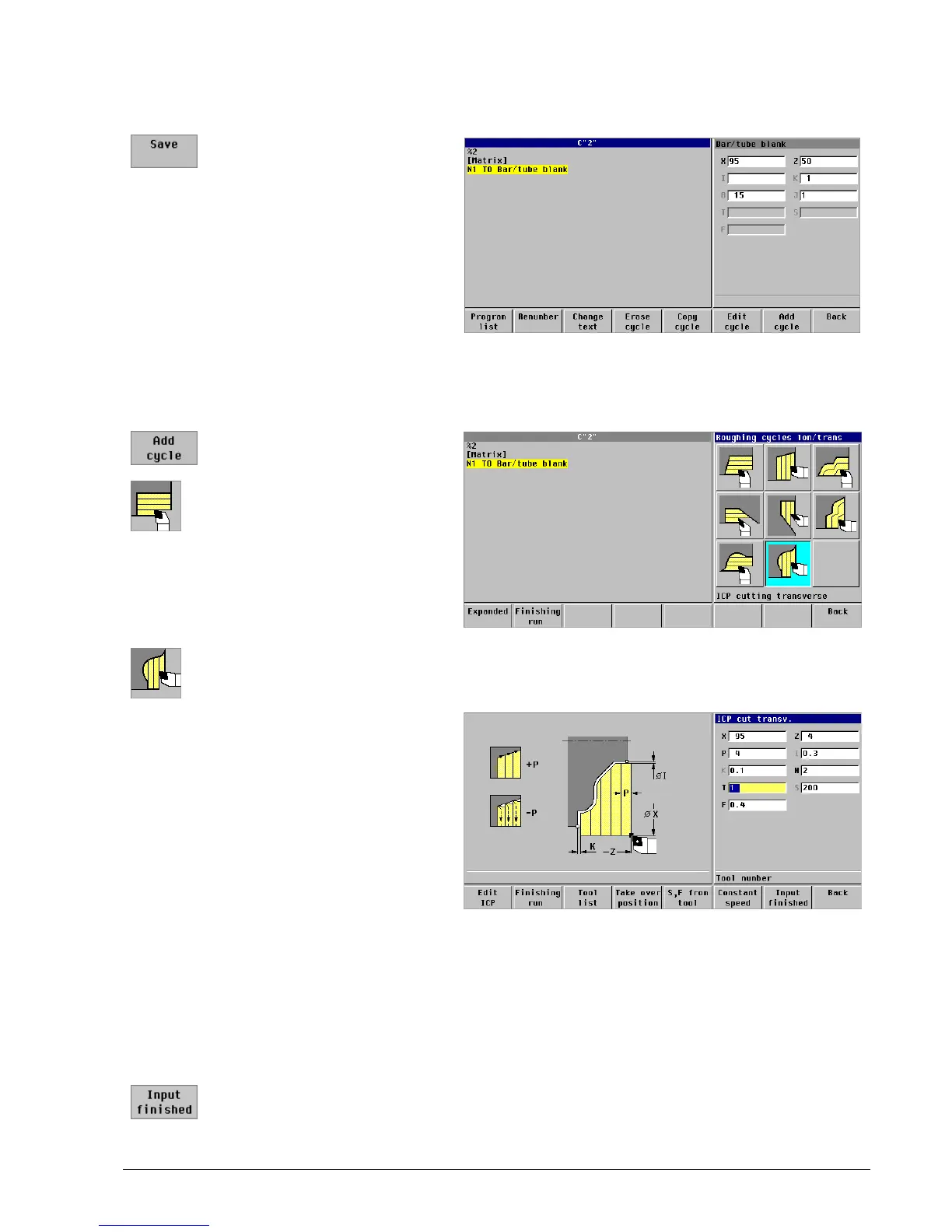
Program the cycle “ICP cutting transverse”
Conclude entry:
Press the Save soft key
Press the Add cycle soft
key
Press the Roughing cycles,
longitudinal/transverse
menu key
Press the ICP cut
transverse menu key
Enter the cycle parameters:
Starting point X: 95 mm
Starting point Z: 4mm
Infeed depth P: 4mm
I oversize X: 0.3 mm
K oversize Z: 0.1 mm
ICP contour number N: 2
(For programming of the ICP contour,
see Page 11)
Tool number T: 1
Cutting speed S: 200 m/min
Feed rate per revolution F:
0.4 mm/rev
Assume the tool number and technology
data from the tool file.
Press the Input finished
soft key

 Loading...
Loading...



