e-8 HT4400 Instruction Manual
2
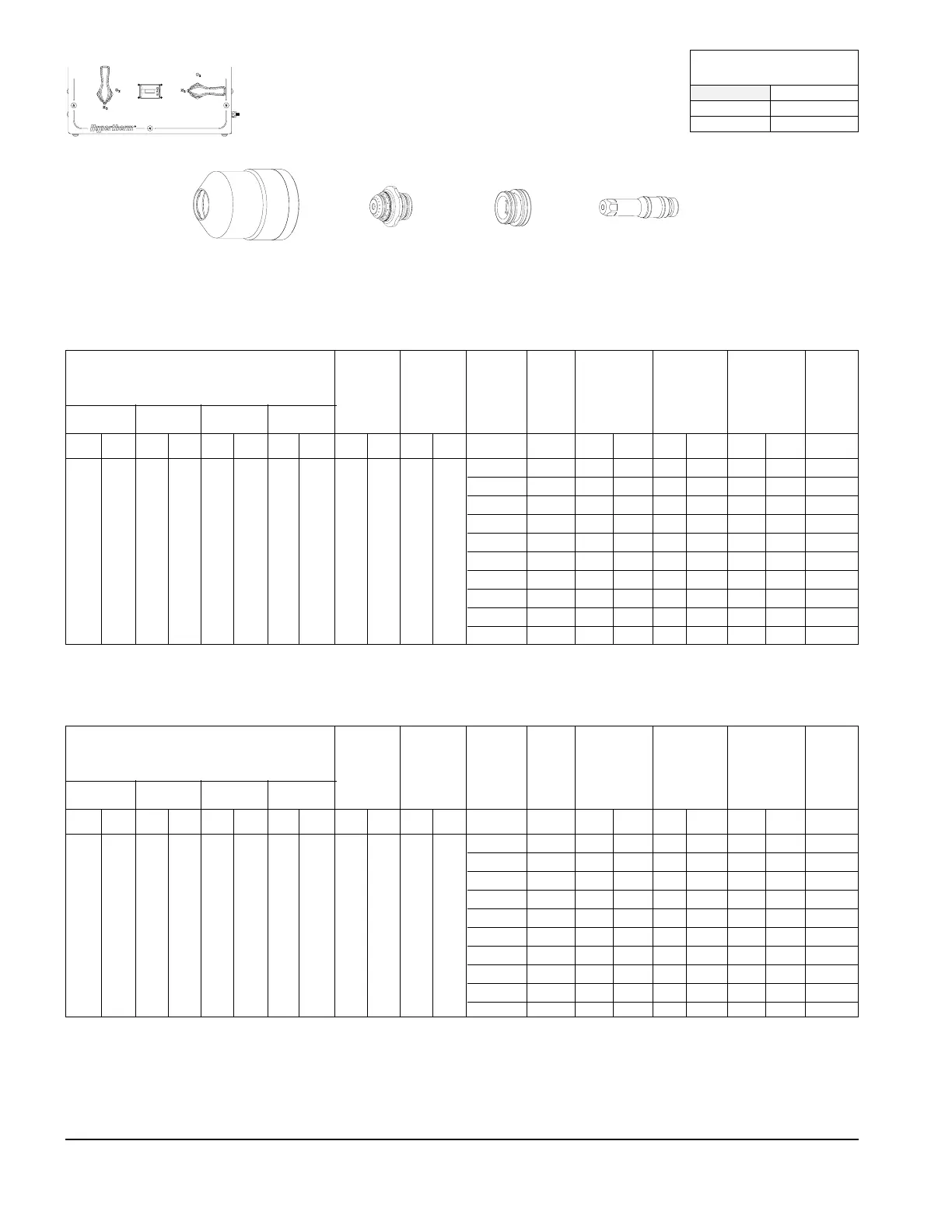
Aluminum
N
2
Plasma / N
2
Shield
400 Amps
120786
Retaining Cap
120856
Nozzle
120853
Swirl Ring
120855
Electrode
* Piercing not recommended
Minimum inlet pressures remain at one setting of 140 psi (9.6 bar) for all material thicknesses.
Approximate pressures while cutting in RUN mode: PG1 59
PG2 28
1/4 135 .125 3 220 5588 .250 6 0.3
3/8 140 .125 3 195 4953 .250 6 0.5
1/2 145 .157 4 150 3810 .314 8 0.7
5/8 150 .157 4 105 2667 .314 8 1
3/4 155 .188 5 80 2032 .375 10 1.5
7/8 160 .188 5 65 1651 .375 10 2
1 165 .188 5 50 1270 .375 10 2.5
1-1/4 170 .250 6 40 1016 * * *
1-1/2 180 .250 6 30 762 * * *
2 185 .250 6 15 381 * * *
ENGLISH
Material
Thickness
Plasma PlasmaShield Shield
MV1 MV2 MV3 MV4 MV5 MV6 MV7 PG1 PG2 PG1 PG2 inches Volts in. mm ipm mm/m in. mm seconds
Test
Preflow
Verify
(psi)
Test
Cutflow
Verify
(psi)
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce
Delay
Time
Test Preflow and Cutflow Adjust
(psi)
60 43 35 40 0 0 0 34 36 49 30
6 135 3 .125 5914 233 6 .250 0.3
10 140 3 .125 4718 186 6 .250 0.5
12 145 4 .157 4032 159 8 .314 0.7
15 150 4 .157 2968 117 8 .314 1
20 155 5 .188 1935 76 10 .375 1.5
22 160 5 .188 1668 66 10 .375 2
25 165 5 .188 1290 51 10 .375 2.5
30 170 6 .250 1085 43 * * *
40 180 6 .250 709 28 * * *
50 185 6 .250 405 16 * * *
METRIC
Material
Thickness
Plasma PlasmaShield Shield
MV1 MV2 MV3 MV4 MV5 MV6 MV7 PG1 PG2 PG1 PG2 mm Volts mm in. mm/m ipm mm in. seconds
Test
Preflow
Verify
(psi)
Test
Cutflow
Verify
(psi)
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce
Delay
Time
Test Preflow and Cutflow Adjust
(psi)
60 43 35 40 0 0 0 34 36 49 30
Flow Rates @ 140 psi / 9.6 bar
(scfh / slh)
N
2
Preflow 235.9 / 6680
Cutflow 237.7 / 6731
 Loading...
Loading...







