Section 2
Installation
20479262
9-2010/Rev 02
2-12
4. Apply cutting oil frequently and liberally throughout the cutting operation. A medium
weight cutting oil with high sulfur content is recommended.
5. Continue threading until the proper thread length is reached, see Table 2-8, Column L.
Reverse the direction of the drill and remove the threading tool.
NOTE
Clean the machining chips from the die and body of the tool before threading the
next tube.
2.8 High Pressure Connections
When installing high pressure discharge piping it is essential that all burrs are carefully removed
and the tubing sections purged with clean compressed air prior to assembly. Lightly spraying the
inside of the tube with a carrier fluid, such as WD-40, before purging with air will help carry the
burrs.
High pressure piping must be installed without torsional or bending stresses and proper supports
and guides must be provided. Torsional stress will cause premature component failure.
Pure Goop anti-seize compound must be applied to the threads and contact surfaces of all
stainless steel components prior to assembly. Failure to lubricate components with Pure Goop
will result in galling, rendering the components useless.
Do not use any other anti-seize compound. Apply Pure Goop only to stainless
steel components.
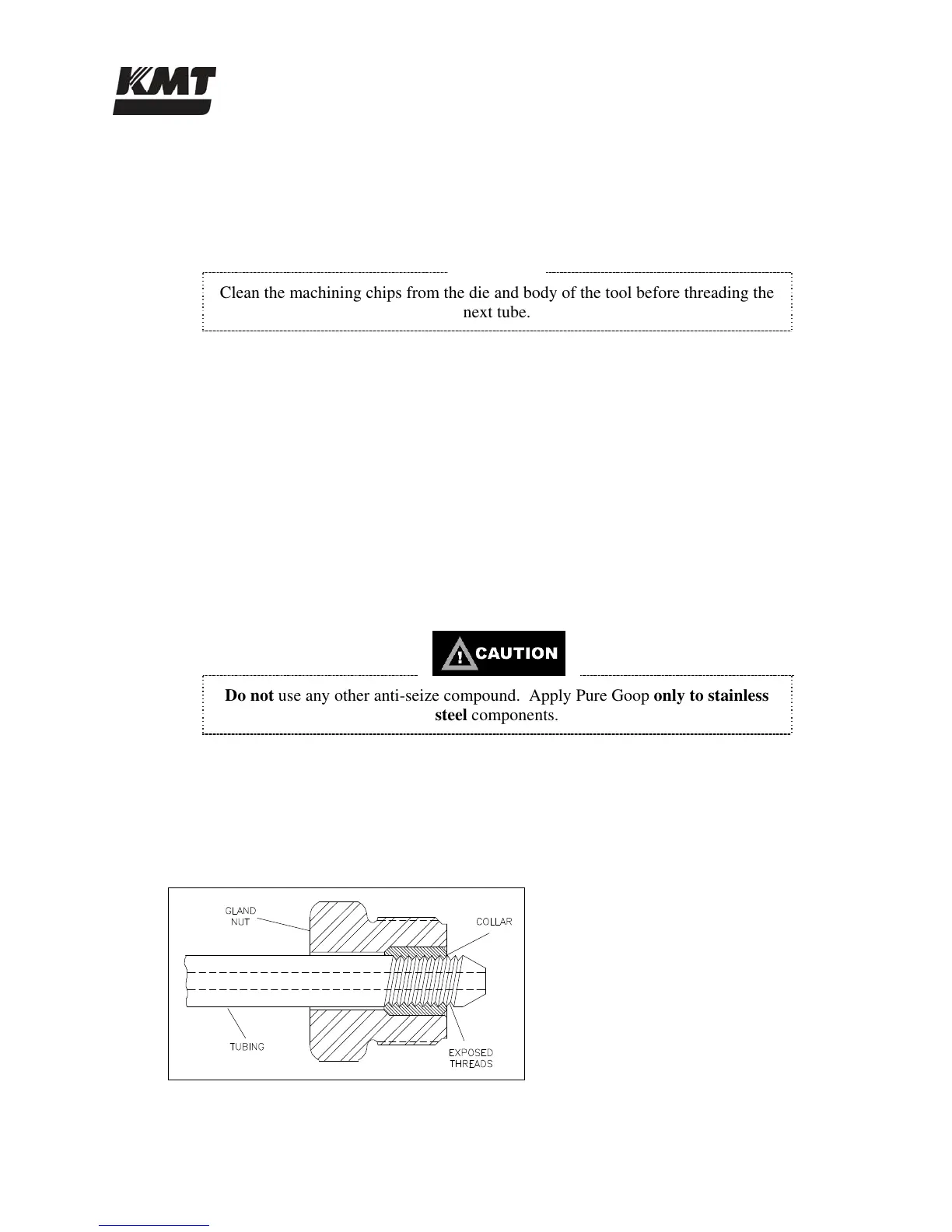
Standard Connections
Standard connections are used for general applications where internal pressure is the only load on
the tubing.
Figure 2-8: Standard High Pressure Connections
1. Deburr the tubing ID and thoroughly clean the tubing threads.
 Loading...
Loading...