8
9
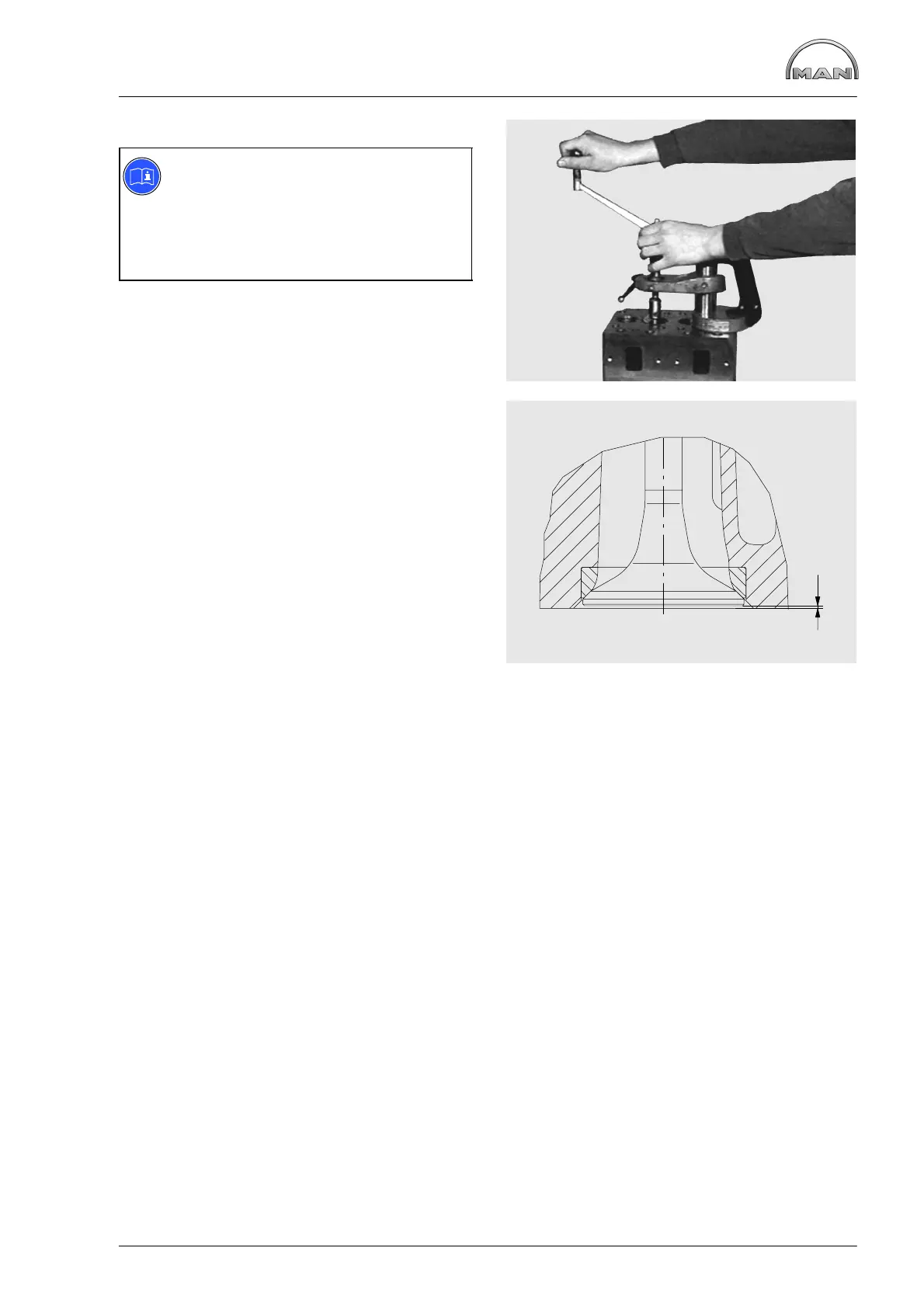
Reworking valve seat
109
Fig. 8
Note:
When dressing the valve seat inserts,
remove as little material as possible from
the seat face.
The valve retrusion is to be used as ref-
erence value.
If the cylinder head interface is to be machined
(max. 1 mm), the seat inserts must be reworked to
achieve the valve retrusion.
If new valves and seat inserts are used, increase
the depth of the seat bore in the cylinder head
according to the amount of material removed from
the cylinder head interface.
Fig. 9
The valve seat insert must be changed if as a
result of the cylinder head interface and the valve
seat insert having been machined the theoretical
valve seat is too deep in the cylinder head or the
seat face has become too wide.
Ensure that the valve recess (X) is correct, see
publication “Service Data”.
X
 Loading...
Loading...
