OM-363 Page 18
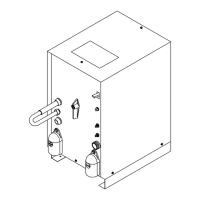
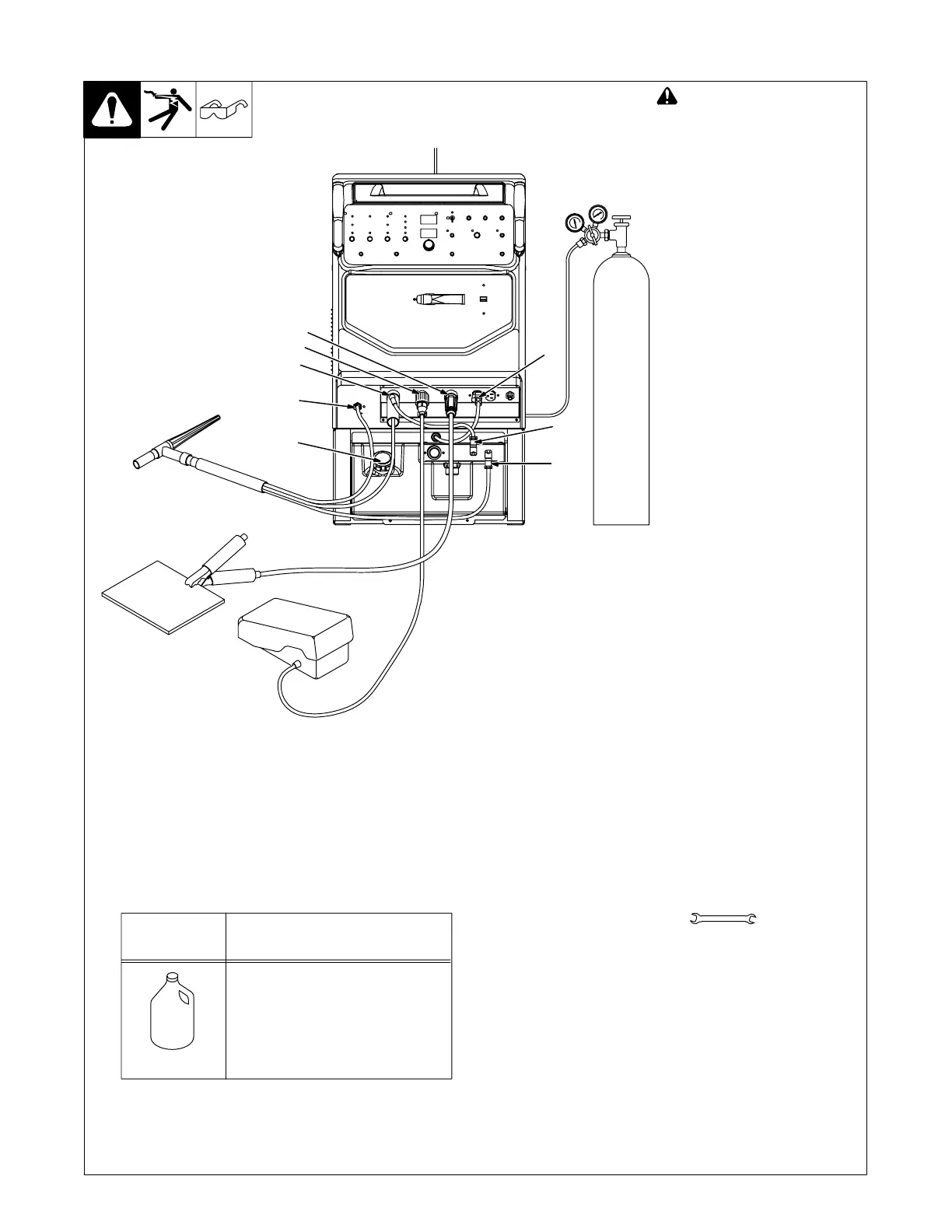
3-15. Optional Cooler Connections
! Disconnect cooler plug from
welding power source re-
ceptacle before filling.
1 Cap
Remove cap and fill tank with three
gallons of distilled or deionized wa-
ter for operations above 32° F (0°
C), or three gallons of Miller coolant
part no. 043 810.
2 Gas Out Connection
Connect TIG torch gas hose to gas
out fitting.
3 Electrode Weld Output
Terminal
Connect TIG torch to electrode
weld output terminal.
4 Remote 14 Receptacle
Connect remote control to recep-
tacle if desired.
5 Work Weld Output Terminal
Connect work lead to work weld
output terminal.
6 Water-In (From Torch)
Connection
Connect torch water-out (red) hose
to welding power source water-in
connection.
7 Water-Out (To Torch)
Connection
Connect torch water-in (blue) hose
to welding power source water-out
connection.
8 115 VAC Cord
Connect plug to 115 vac receptacle
to provide power to the cooler.
1
Low Conductivity Coolant
No. 043 810**;
Distilled Or Deionized Water
OK Above 32° F (0° C)
GTAW Or Where
HF* Is Used
Application
*HF: High Frequency Current
**Coolant 043 810, a 50/50 solution, protect to -37° F (-38°C) and resist algae growth.
Coolant
3
4
5
6
804 994-B
3-1/2
Gal
2
Tools Needed:
11/16 in, (21 mm for CE units)
7
8
NOTICE − Use of any coolant other than those listed in the table voids the warranty
on any parts that come in contact with the coolant (pump, radiator, etc.)
 Loading...
Loading...