SI
317
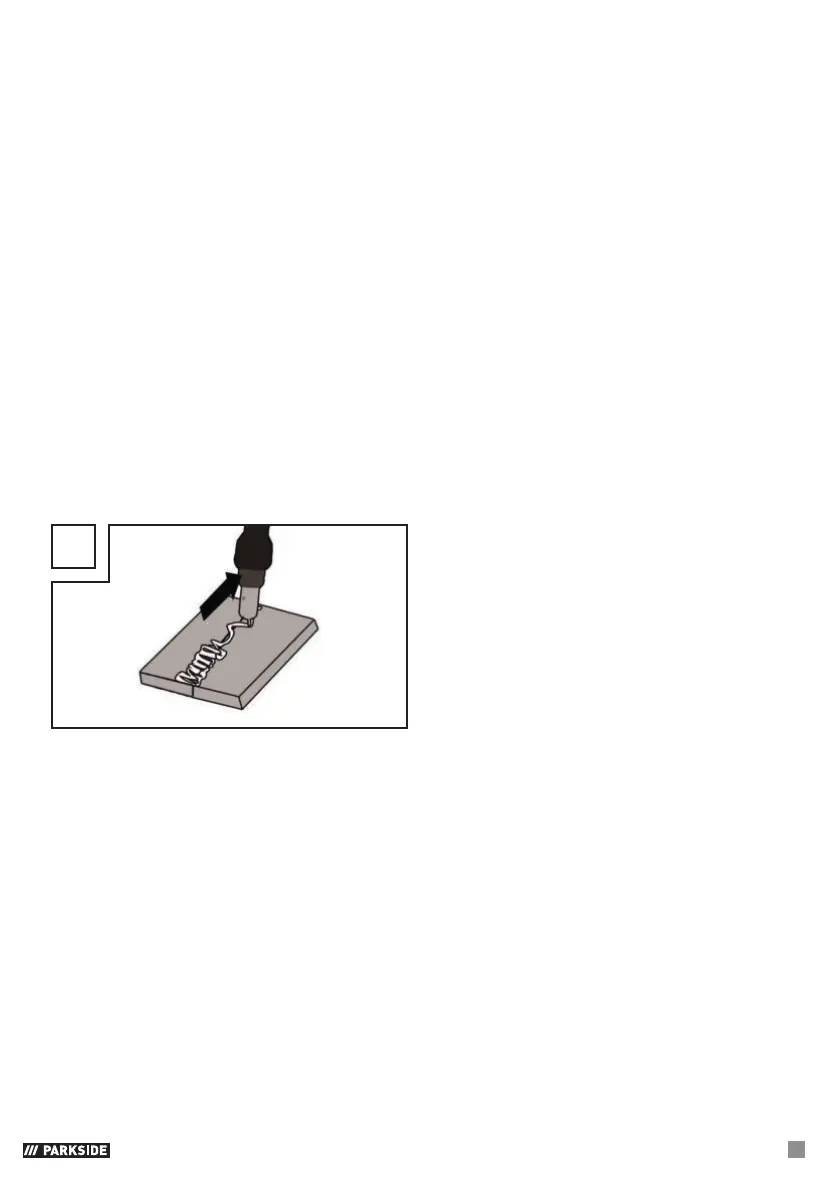
Grebenasti zvar ali varjenje z vlečenjem
Gorilnik vlečete stran od zvara (sl. U). Rezultat: zvar je globlji in ožji, greben je višji, zvar je bolj
občutljiv na napake pri spajanju.
Zvarni spoji
Pri varjenju poznamo dve osnovni vrsti spojev: čelno varjenje (zunanji rob) in vogalno varjenje
(notranji rob in prekrivanje).
Čelni zvarni spoji
Pri čelnih zvarnih spojih do debeline materiala 2mm se robova za varjenje v celoti pritisneta drug ob
drugega. Za večje debeline je treba izbrati razmik 0,5–4mm. Idealna razdalja je odvisna od varjenega
materiala (aluminija ali jekla), sestave materiala in izbranega načina varjenja. To razdaljo je treba
določiti na testnem obdelovancu.
Soležni čelni zvarni spoji
Zvare je treba izvesti neprekinjeno in z zadostno globino, zato je zelo pomembna pravilna priprava.
Na kakovost varjenja vplivajo naslednji dejavniki: moč toka, razdalja med varjenimi robovi, nagib
gorilnika in premer varilne žice. Bolj strma usmeritev gorilnika proti obdelovancu pomeni večjo globino
zvara in obratno.
U
Deformacije, ki se zgodijo med ohlajanjem materiala, je dobro preprečiti ali vsaj zmanjšati tako, da
obdelovance pritrdite s pripravo. Izogibajte se naknadnim ojačitvam zvarov, da preprečite njihovo
pokanje. Te težave lahko zmanjšate, če imate možnost, da obdelovanec zavrtite tako, da lahko varjenje
opravite v dveh prehodih, ki potekata v nasprotnih smereh.
 Loading...
Loading...










