Feedrate Control and Spindle Motion
7.11 Constant cutting rate (G96/G961/G962, G97/G971/G972, G973, LIMS, SCC[AX])
Fundamentals
306 Programming Manual, 11/2006, 6FC5398-1BP10-2BA0
7.11 Constant cutting rate (G96/G961/G962, G97/G971/G972, G973, LIMS,
SCC[AX])
Function
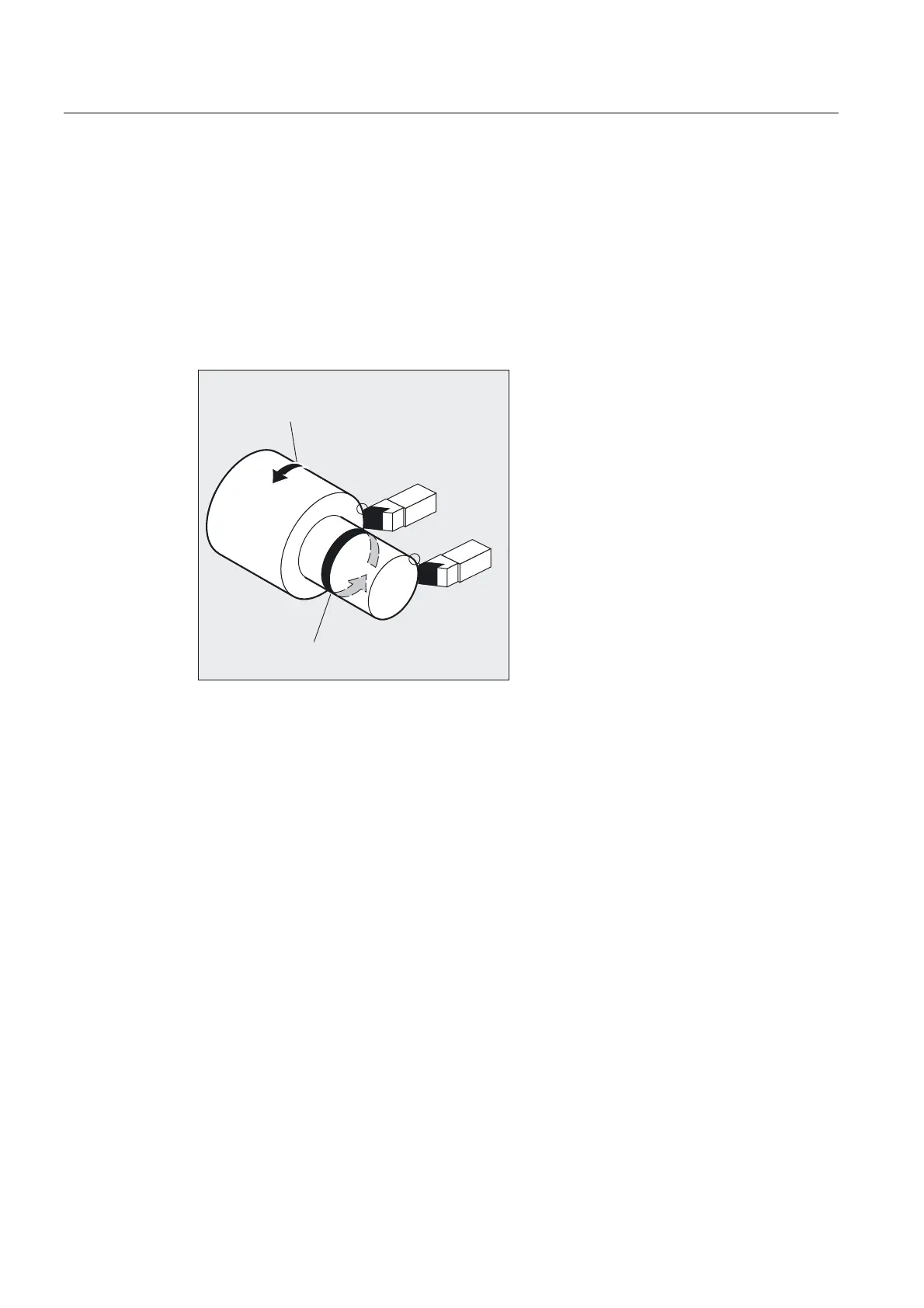
When G96/G961 is active, the spindle speed – depending on the respective workpiece
diameter – is modified in order that the cutting rate S in m/min or ft/min remains constant at
the tool edge.
6SLQGOHVSHHG
5HGXFH
&RQVWDQW
FXWWLQJUDWH
6SLQGOHVSHHG
LQFUHDVHG
This increases the uniformity and thus the surface quality of turned parts, and also protects
the tool.
The constant cutting rate, activated with G96/G961/G962 can be cancelled again with
G97/G971/G972 with the active feed type (G94 linear feed or G95 revolutional feedrate).
Using G973 a constant cutting rate (G96) is de-selected without speed limiting being
activated as is the case for G97.
If any of the G96/G961/G962 functions are active, SCC[axis] can be used to assign any
geometry axis as a reference axis. If the reference axis changes, which will in turn affect the
TCP (tool-center-point) reference position for the constant cutting rate, the resulting spindle
speed will be attained via the set braking or acceleration ramp.
The command LIMS specifies a maximum spindle speed limitation for the master spindle.

 Loading...
Loading...











