Wire EDM Machine Operation Chapter 10
Copyright November, 98 Page 10-6 Sodick Inc.
QOVAL(.500,1.000,411,.0061)
Now, four values will be passed to the Q routine named OVAL. In this case, you would
be making a die button that was .500 inch high and 1.00 inch long, using condition
number C411, and offset .0061 inch. But you can also see how easy it would be to make
a different size oval shaped die button if the Q routine named OVAL were properly
written and stored on the user diskette or hard drive!
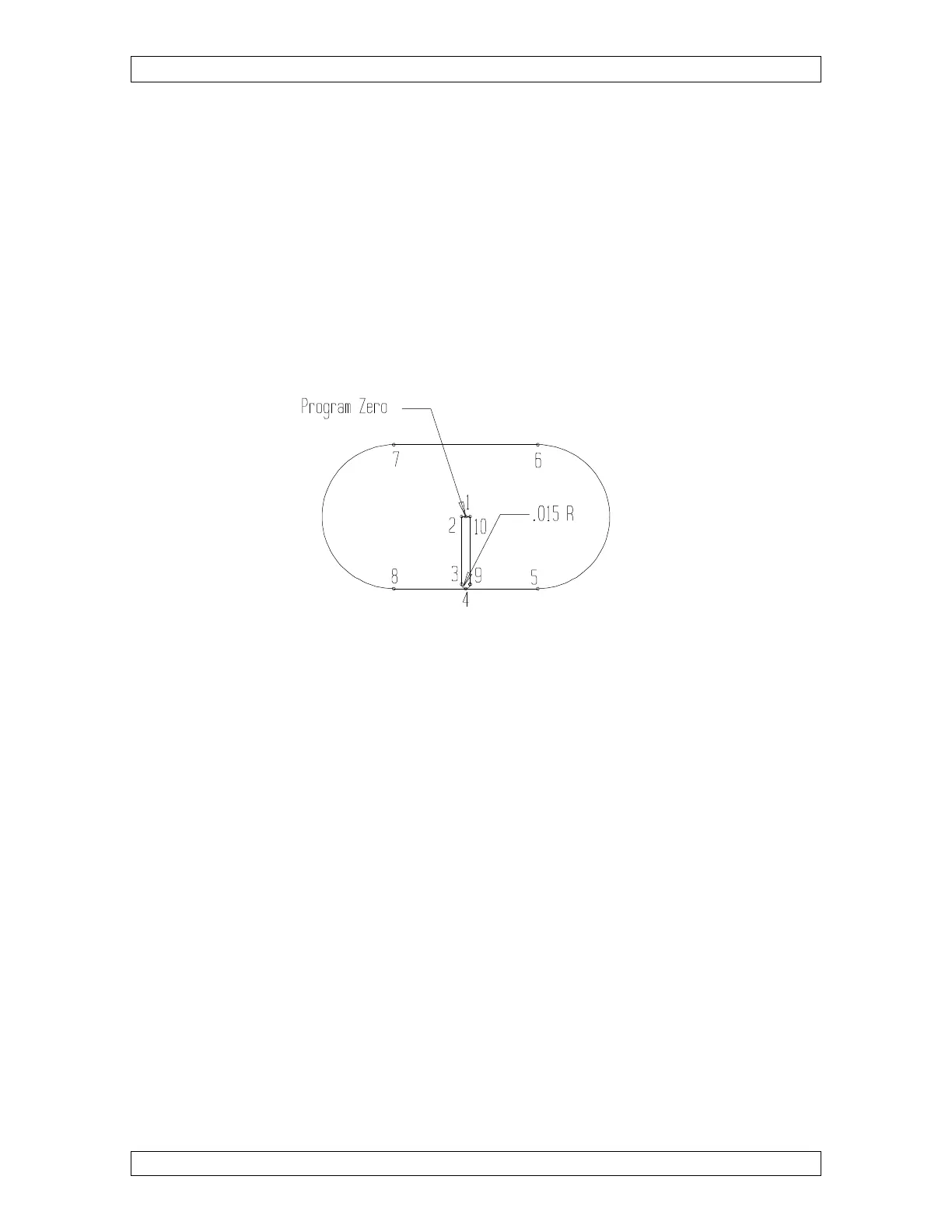
Figure 10-2 is a drawing that shows the motions that will be made in the Q routine: Note
that this Q routine ASSUMES THAT THE WIRE IS POSITIONED MANUALLY TO
THE CENTER OF THE OVAL FIRST.
Figure 10-2
In the example below you could also enter the values into registers H 0,1,2 and 3.
NC Program for figure 10-2
H000 = +00000000 H001 = +00000000 H002 = +00000000
H003 = +00000000 H004 = +00000000 H005 = +00000000
N005 G54 (SELECT COORDINATE SYSTEM)
N010 G92 X0 Y0 (SET PROGRAM ZERO IN CENTER OF OVAL)
N015 G90 (SET ABSOLUTE MODE)
N020 C[H002] (SELECT CONDITION)
N025 G41 H[H003] (SET LEFT COMP, OFFSET VALUE)
N027 T88 (FOR SUBMERSIBLE MACHINES ONLY)
N028 T84 (TURN ON HIGH FLUSH PUMP)
N030 G01 X-.015 (MOVE TO POINT 2)
N035 Y-[[H000/2]-.015] (MOVE TO POINT 3)
N040 G03 X0 Y-[H000/2] I.015 (ARC IN TO POINT 4)
N045 G01 X[[H001/2]-[H000/2]] (MOVE TO POINT 5)
N050 G03 Y[H000/2] J[H000/2] (MOVE TO POINT 6)
N055 G01 X-[[H001/2]-[H000/2]] (MOVE TO POINT 7)
N060 G03 Y-[H000/2] J-[H000/2] (MOVE TO POINT 8)
N065 G01 X0 (MOVE BACK TO POINT 4)