Wire EDM Machine Operation Chapter 6
Copyright November, 98 Page 6-8 Sodick Inc.
G74 (4 axis) PROGRAMMING “U” or “V” Values: U or V axis values are incremental
from the X Y values, in absolute from it’s present position.
DECMAL POINTS: The control will accept decimal points, and is preferred, but not
mandatory.
TRAILING ZERO’S: Trailing zero’s after the output value, when using decimal points,
are not required. EX “G02 X.1 Y.12 I.123 J.1234”.
N
N
C
C
P
P
R
R
O
O
G
G
R
R
A
A
M
M
E
E
X
X
A
A
M
M
P
P
L
L
E
E
S
S
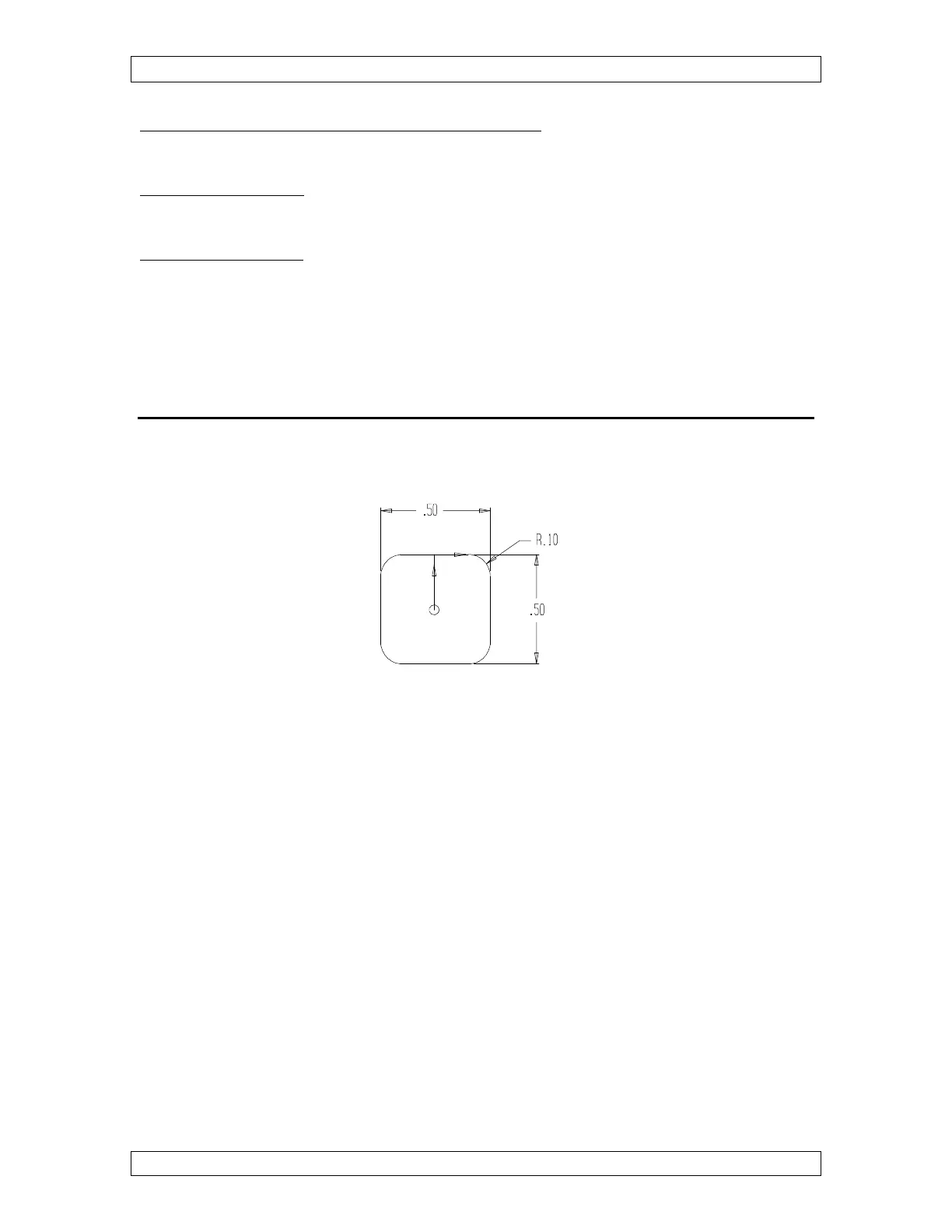
PROGRAM EXAMPLE 1
The below program is an example to make a .500” square, with .100” corners. The
approach is at a right angle to the contour, and starts at X0 Y0.
N0001;
N0002 G54 G90
N0003 G92 X0. Y0. G29
N0004 T84 (High Flush)
N0005 T94 (Submerged)
N0006 C451 (Cutting Condition)
N0007 G42 H082 (Offset Right, .0082”)
CRT(JOB 1 CNT2X ROUGH CUT FORWARD)
N0008 G52 A.5000 G01 Y.25 (Taper Right, .500 Degree)
N0009 X.15
N0010 G02 X.25 Y.15 I0. J-.1
N0011 G01 Y-.15
N0012 G02 X.15 Y-.25 I-.1 J0.
N0013 G01 X-.15
N0014 G02 X-.25 Y-.15 I0. J.1
N0015 G01 Y.15
N0016 G02 X-.15 Y.25 I.1 J0.
N0017 G01 X-.1
N0018 X0.
N0019 G50 A0. G40 Y0. (Cancel Offset and Taper)